
IAAC is a school built on collaboration. The energy of shared spaces, the visibility between disciplines, and the flow of natural light are all part of what makes it work. But as students, we know the other side of that coin, finding a quiet corner for deep focus can be a real challenge. The school’s new spatial proposal opens up an opportunity: what if we could introduce more enclosed, dedicated areas without sacrificing the openness that defines IAAC? No solid walls cutting off light or connection. Instead, a system that offers enclosure and porosity at the same time.
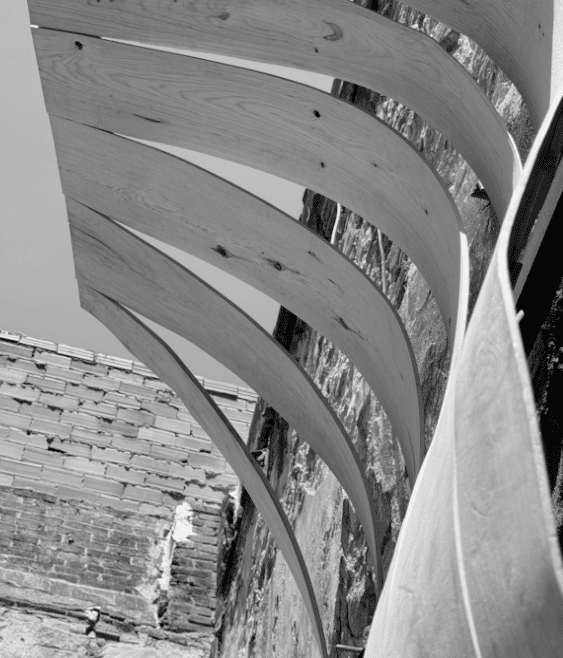
That’s the question Woodscreen sets out to answer. By combining the vernacular tradition of active bending with robotic fabrication, we developed a modular timber partition system where gradients of porosity are embedded directly into the structure. The result is a wall that breathes, one that creates focus zones while keeping the school’s key spatial qualities alive: visibility, daylight, and the sense of community that makes this place what it is.
Making Before Manufacturing
Woodscreen didn’t start with software. It started with references, three vernacular traditions that have been solving the same problems for centuries, each in their own way.

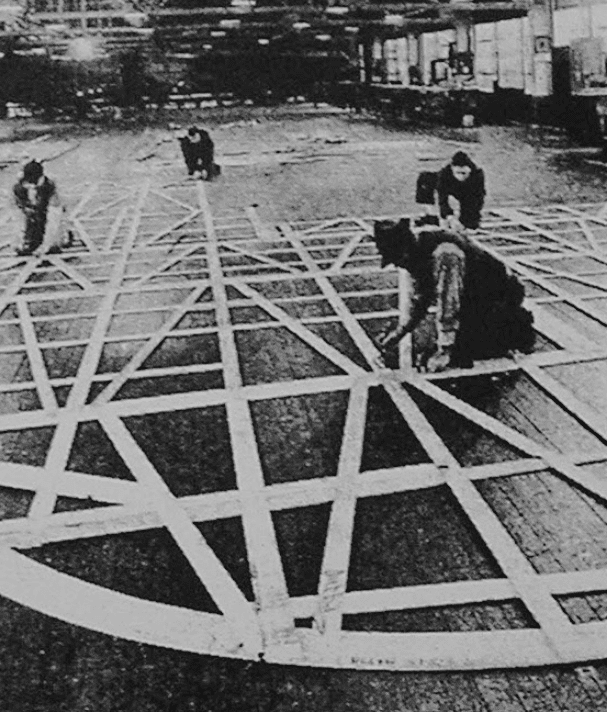
The mashrabiya of Islamic architecture mediates between private and collective space through calibrated porosity. It doesn’t close a room, it filters it. The masia catalana treats wood as a structural backbone: exposed beams carrying loads across generations, not as decoration, but as the material that makes the building possible. And lofting, the traditional naval construction technique, bends timber at full scale by drawing geometry directly on the floor. These three traditions share one logic: making comes before manufacturing.
Wood as a Territorial Material
Catalonia’s forests cover over 1.3 million hectares, actively managed under PEFC sustainable forestry certification, with most of that resource concentrated in the Pyrenees, less than 200 km from Barcelona. And yet, despite the region’s productive capacity, more than 80% of the wood consumed by Spain’s construction industry is still imported. The material is here, it’s just underused.
European beech (Fagus sylvatica) became our material of investigation. Not the conventional choice for active bending, but one with sufficient mechanical basis to justify the exploration, and the territorial availability to make it meaningful.
As a hardwood, beech is anisotropic: its mechanical properties vary significantly along and across the grain direction, which directly influences bending behavior and springback response. Once dried, it exceeds oak in bending strength, stiffness, and shear capacity by approximately 20%, and shows considerably higher resistance to impact loads. Its elastic behavior under bending loads, combined with resistance to both compression and tension, makes it structurally suitable for a system where strips are permanently deformed and held under stress. Critically, beech responds well to steam bending, above its glass transition temperature, the lignin matrix softens, allowing plastic deformation before cooling fixes the new geometry. These properties defined both the opportunities and the constraints of the fabrication process.
State of the Art
Robotic active bending is not an emerging idea, it has a documented trajectory, and Woodscreen positions itself within a line of research that IAAC’s MRAC program has been actively developing across successive cohorts.
Industrial bending established the baseline and its limitation: one mould produces one geometry. Scale is achieved through repetition, not variation. Every new curvature requires new tooling — time, cost, and rigidity built into the process from the start.
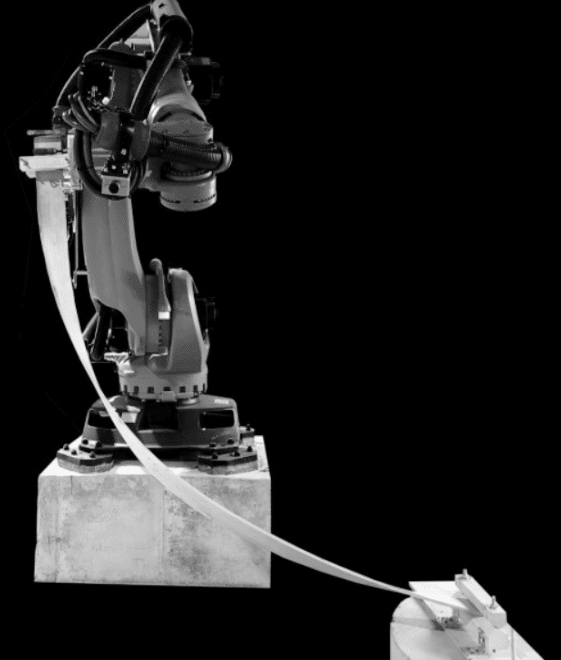
RAWB (MRAC01, 2019) broke that constraint by introducing steam softening. Heating the wood above its glass transition temperature enables tight bending radii that cold bending cannot achieve. More significantly, by removing the fixed mould from the equation, the robot itself becomes the geometry — its end-effector trajectory defines the curve, not a physical template. Fabrication logic shifts from tooling to programming.
BENDATA (MRAC02, 2024) pushed the question further by reframing material irregularity. Rather than correcting for natural variation in the wood, the system measures it. Each lath informs its own bending behavior through real-time material feedback, turning what industrial bending treats as defects into design inputs.
Woodscreen continues this trajectory, contributing a new project to MRAC’s growing body of work on robotic wood bending.
Methodology

The fabrication process follows a six-step sequence governed by THM — Thermo-Hydro-Mechanical — parameter control, a method documented by Navi & Sandberg (2011) for the precise manipulation of wood through combined temperature, moisture, and mechanical force.
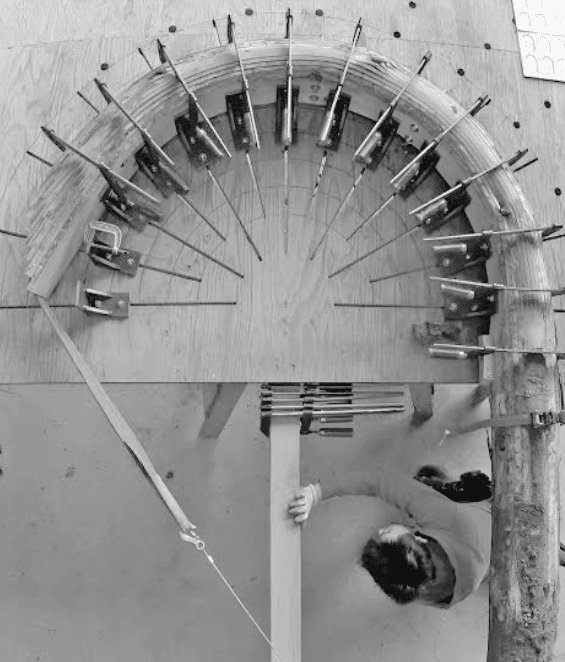
Local beechwood is cut into 4mm laths, with thickness directly controlling bending radius and final element stiffness, the first design variable. The laths undergo steam conditioning above 100°C for 20 minutes, with moisture content held between 29–32%. At these conditions, the lignin matrix plasticizes, allowing the fibers to deform without fracturing. The softened lath is then formed over parametric 3D-printed stoppers that define the target curvature. Because the jig is reconfigurable, each strip can follow a unique trajectory, geometry is defined by a parameter, not a physical template. The strip is held in position through fixing and cooling, locking the deformed lignin into permanent form. In assembly, the residual active bending forces stored in each element become a structural contribution to the whole system.
Material Constraints
MANUAL EXPLORATION


DIGITAL TRANSLATION
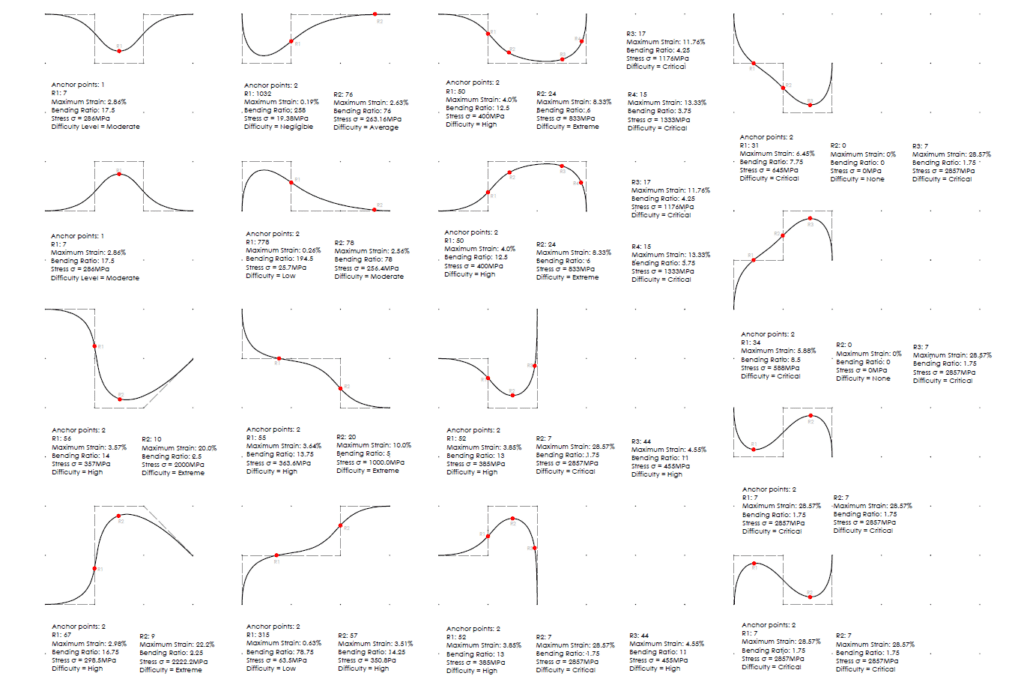
Before designing with the material, we needed to understand its limits. Bending radius exploration was conducted manually, physical tests ranging from 120mm down to 30mm, to establish where beechwood holds and where it fails. The outer face of each bent strip works in tension, the inner in compression. Below a 90mm radius, tensile stress exceeds fibre resistance and fracture occurs. That threshold became the working limit of the system.
Those physical limits were then translated into digital geometry. Bezier splines with parametric control points were mapped against the validated bending range, producing a catalogue that distinguishes achievable curves from those that would exceed material capacity. Design decisions are made within that boundary, the catalogue doesn’t define what the system will do, it defines what it can’t.
