Bio-Additive Manufacturing with Cork
Topology optimisation – Arriving at an absolute
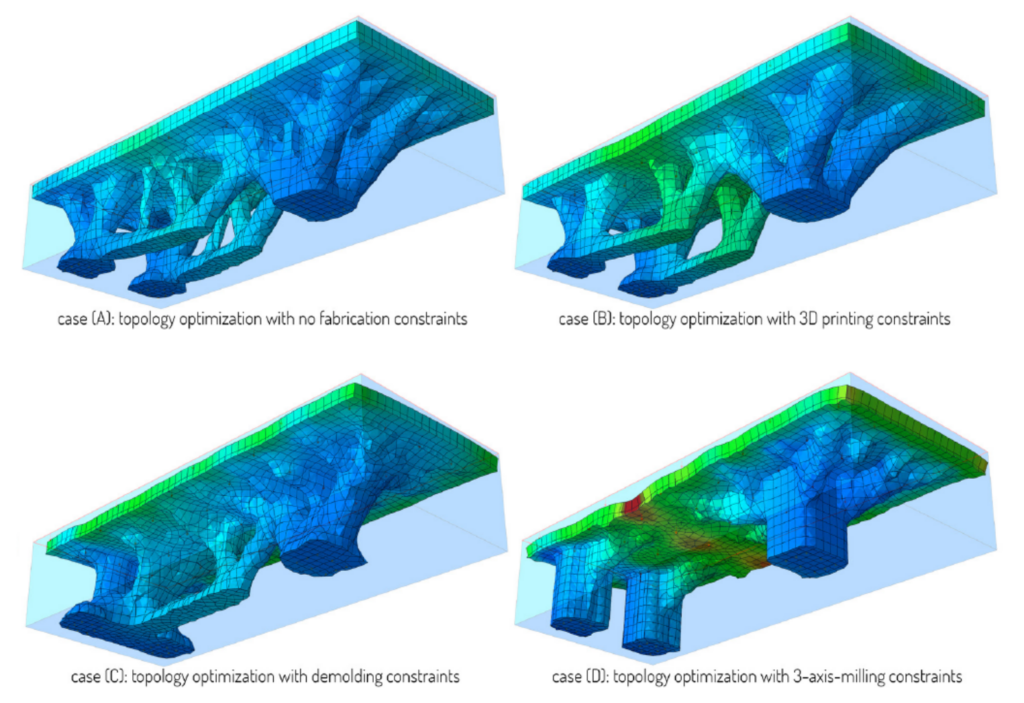
Topology optimization is a shape optimization method that uses algorithmic models to optimize material layout within a user-defined space for a given set of loads, conditions, and constraints
Topology optimisation maximizes the performance and efficiency of the design by removing redundant material from areas based on structural load to reduce weight or to solve design challenges like reducing resonance or thermal stress.
Designs produced with topology optimization often include free forms meshes and intricate shapes that are complex to reconstruct or impossible to manufacture with traditional production methods.
Topology optimisation – Generico by SPADE
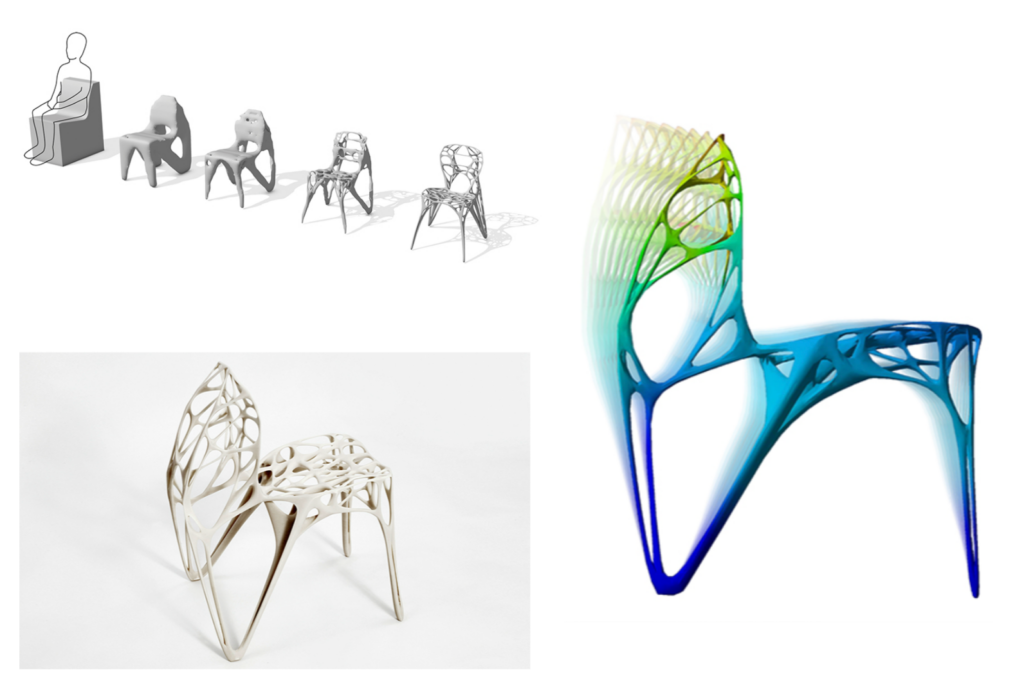
Topology optimization is increasingly used in furniture design, especially in projects where aesthetics and structural efficiency are important.
Spade’s Generico uses a generative form-finding process that takes into account structural performance, material properties and ergonomic demands as well as parameters of production.
In order to accommodate the idea of a generative design development the concept for the realization is based on generative/additive manufacturing technologies. In a first step the constraints for the form generation were defined in a parametric 3D-model.
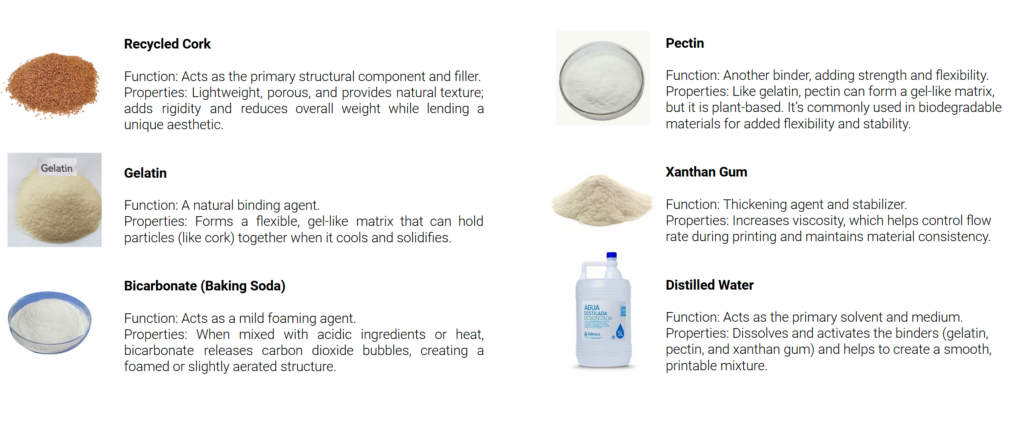
Mix-design & material Composition
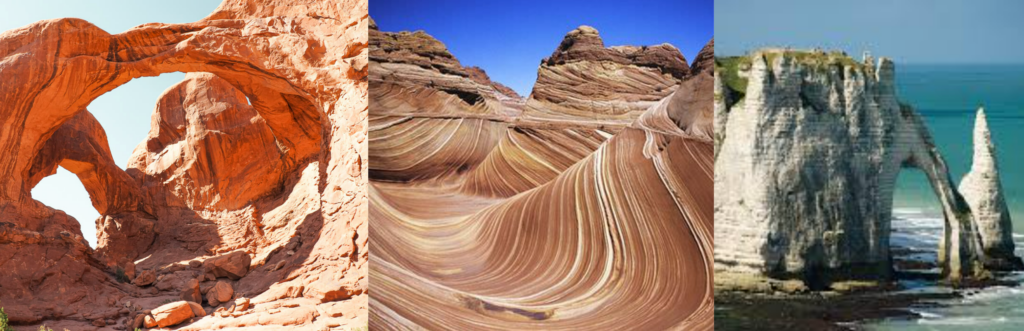
Design Inspiration/Drivers
Optimisation Parameters
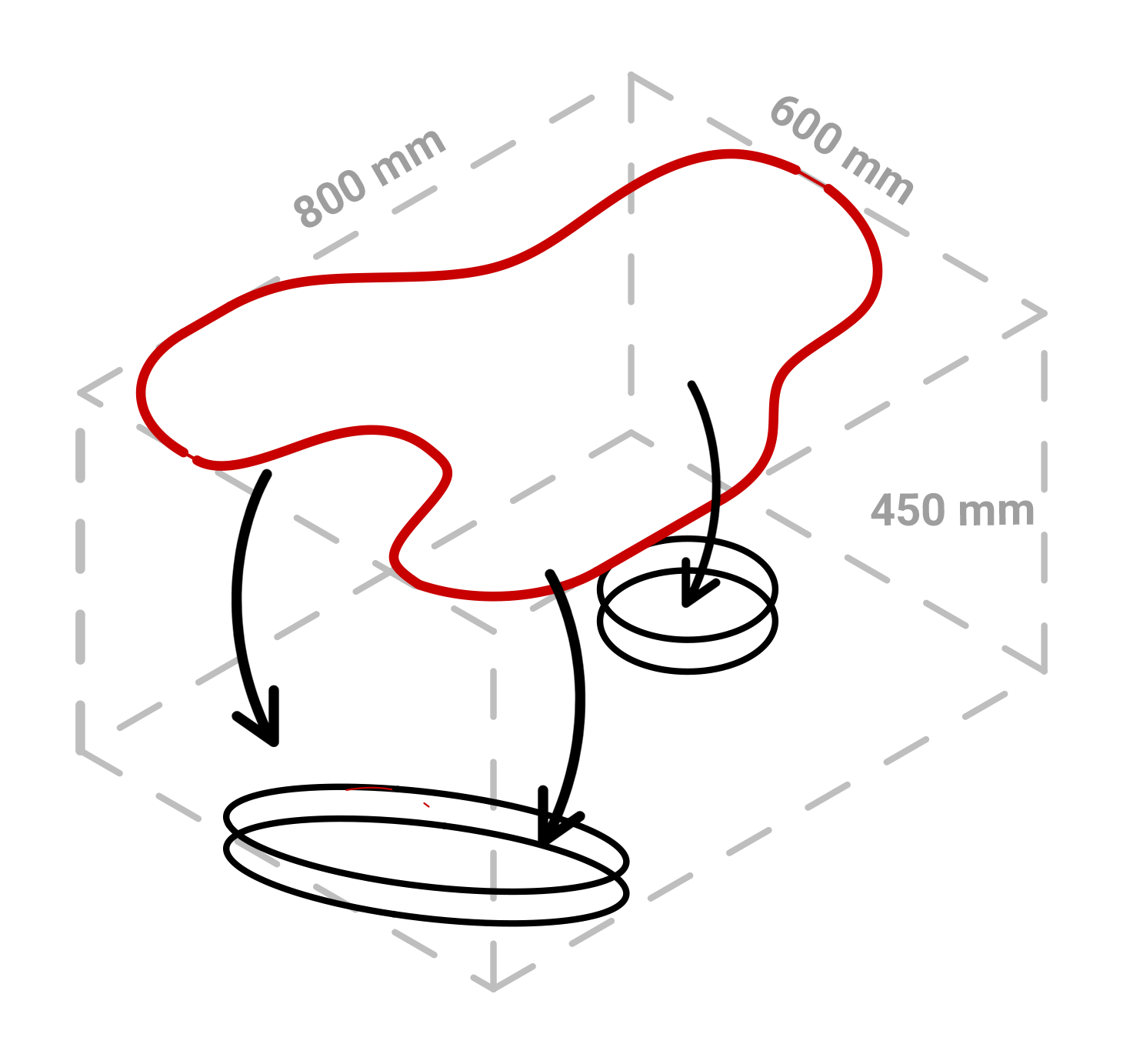
Optimised positioning and placement of the asymmetrical supports led to them converging towards relatively stable topology.
At 450 mm tall, the prototype can effectively fail for our convenience to get the necessary data about the slenderness ratio and slope angles that the material can actually handle during print.
Technical Parameters – Prototype 1
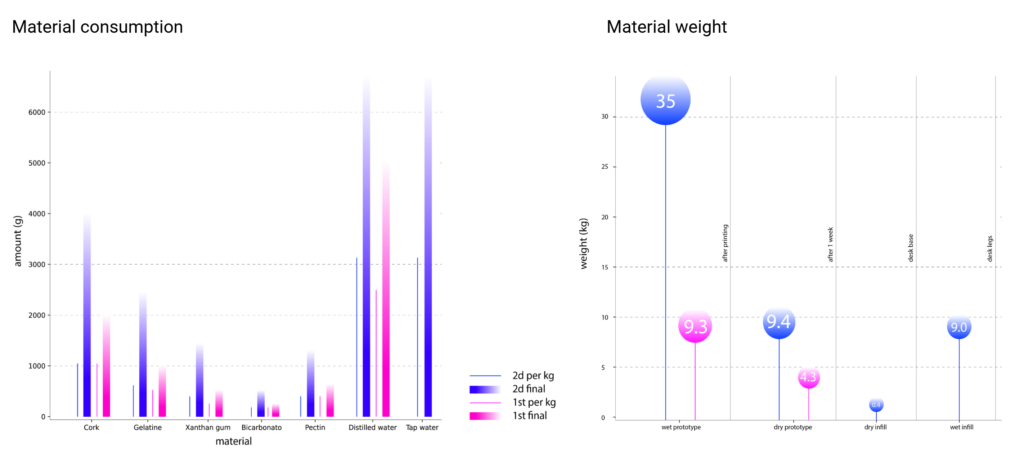
Material-mix specifications :
Cork powder 2mm 1 kg
Gelatine 600 g
Xanthan gum 350 g
Bicarbonato 125 g
Pectine 285 g
Distilled water 3.25 l
Tap water 3.25 l
Robotic arm technical specifications :
Robotic arm ABB IRB 6700
Nozzle size 15mm
Robot Speed 25% – 55%
Print layer height 5mm
Print_width @ 25% speed 20mm – 23 mm
Print_width @ 50% speed 15mm – 17mm
Extruder head technical specifications:
Extruder motor speed 300 – 5000 (Long Int)
Motor speed range map 0 – 10 (in pendant)
(Motor speed is inversely proportional to extrusion)
Motor speed used 7
Mixing pump technical specification:
Model Wasp
Set pressure 13.9
Pressure range 15 – 50
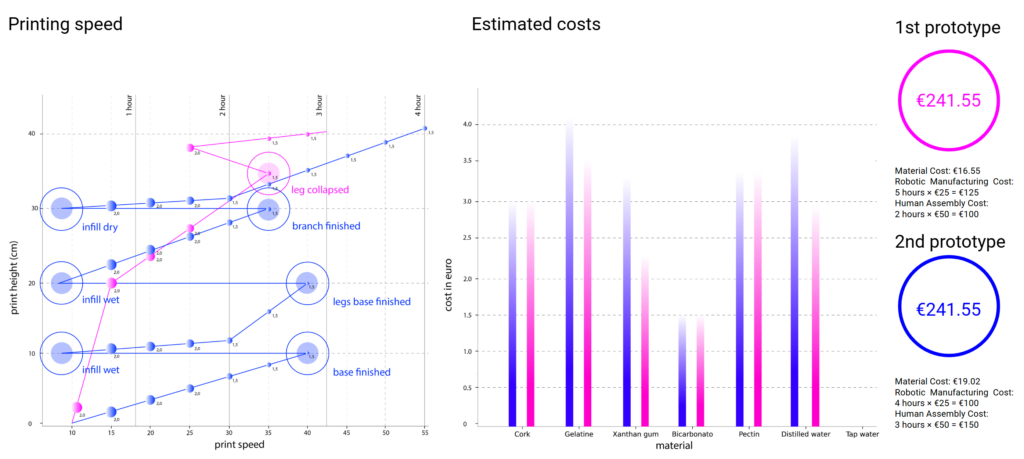
Print specification:
Print height reached 42 cm
First leg collapse @ 38 cm
Second leg collapse 45 mins after print
Remaining collapsed overnight
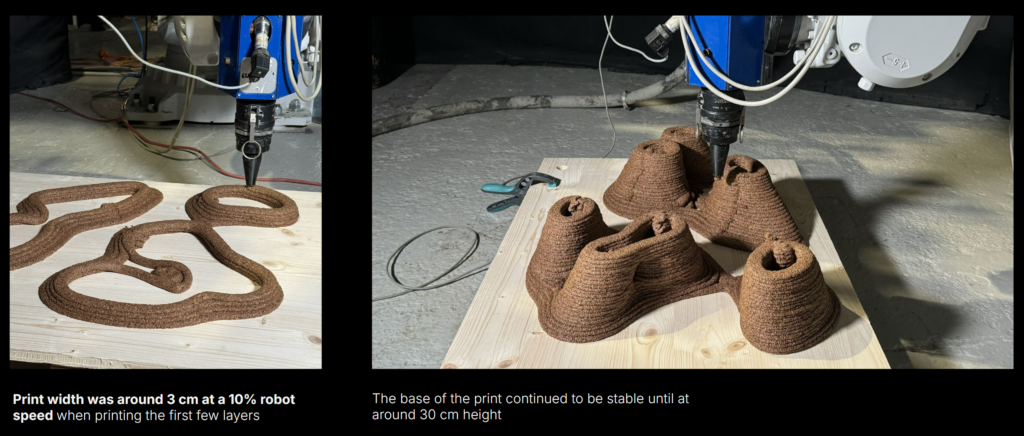
The deformations of topology caused by steep angles in design revealed possible failure points way before the initial collapse.
The print held itself together until it was about 32 cm tall after which we noticed the steepest leg fail.
The printing continued for 3 hours and 10 mins overall and the remaining two supports stood the test of printing.
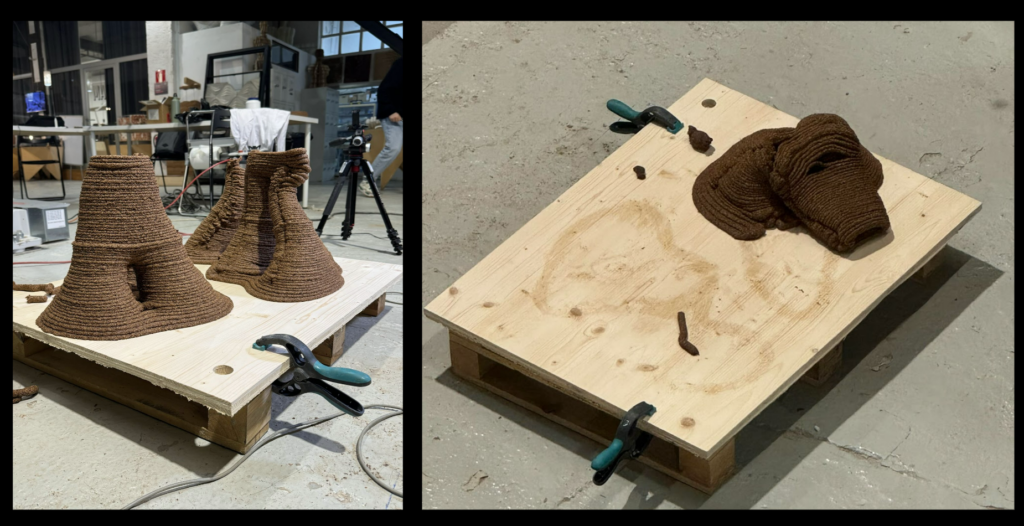
We noticed the second support fail and collapse when the material started to dry rapidly and the shrinkage from below pulled down the wet layers on top in its own self weight.
The final stable support collapsed overnight.
Connections analysis
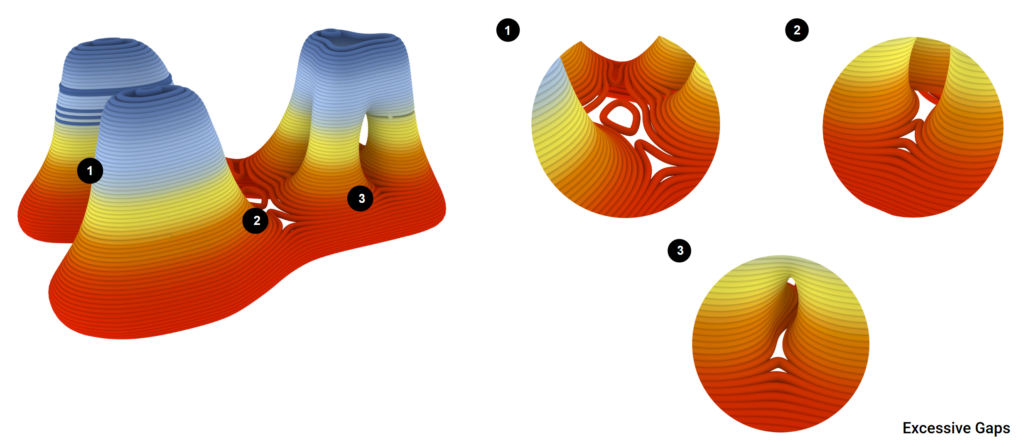
The distance between the upper and lower layers exceeds 5 mm—the width of our nozzle—the layers don’t connect properly. This gap prevents the layers from bonding effectively, compromising structural integrity. To address this, we need to add an infill strategy to ensure consistent layer bonding.
Prototype 2 – Design development
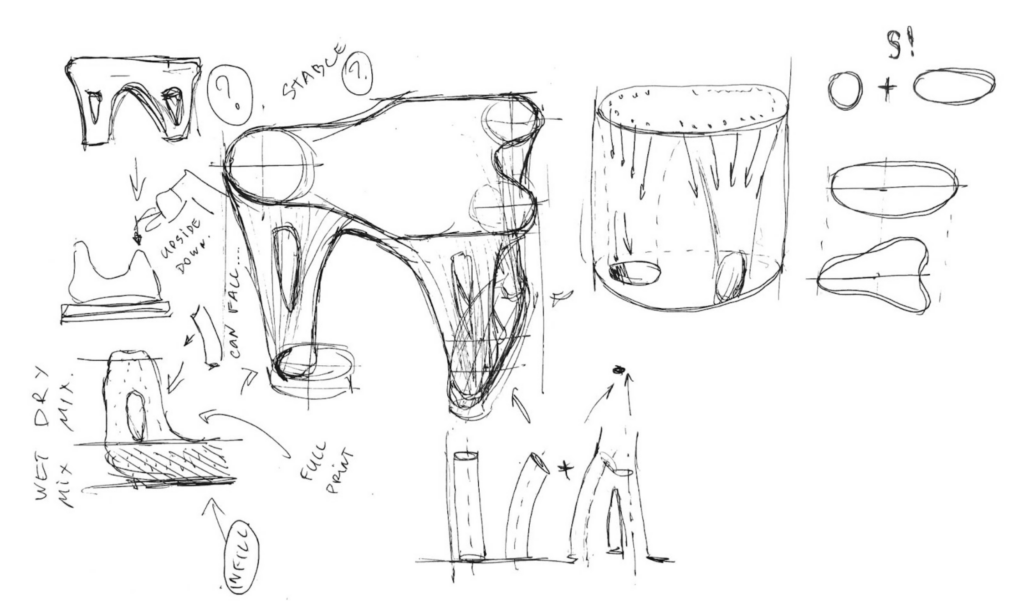
Final Module
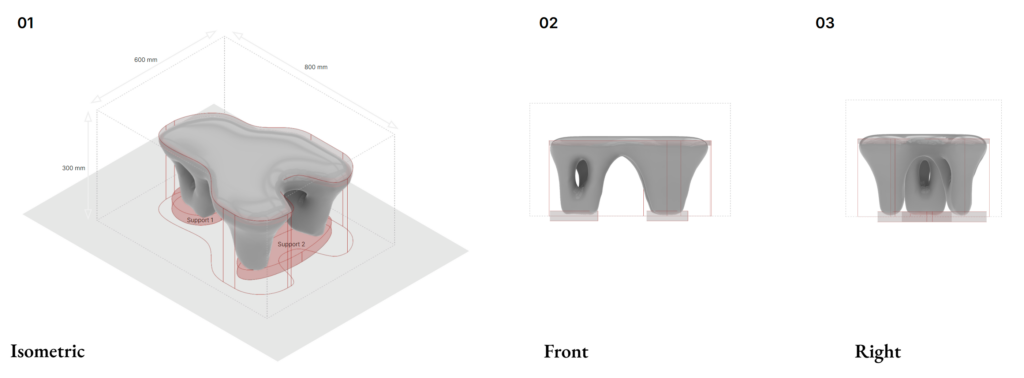
Technical Parameters – Prototype 2
Material-mix specifications :
Cork powder 2mm 1 kg
Gelatine 600 g
Xanthan gum 350 g
Bicarbonato 125 g
Pectine 285 g
Distilled water 3.25 l
Tap water 3.25 l
Robotic arm technical specifications :
Robotic arm ABB IRB 6700
Nozzle size 15 mm
Robot Speed 25% – 55%
Print layer height 5 mm
Print_width @ 25% speed 20 mm – 23 mm
Print_width @ 50% speed 15 mm – 17mm
Extruder head technical specifications:
Extruder motor speed 300 – 5000 (Long Int)
Motor speed range map 0 – 10 (in pendant)
(Motor speed is inversely proportional to extrusion)
Motor speed used 7
Mixing pump technical specification:
Model Wasp
Set pressure 13.9
Pressure range 15 – 50
Print specification:
Print height reached 30 cm
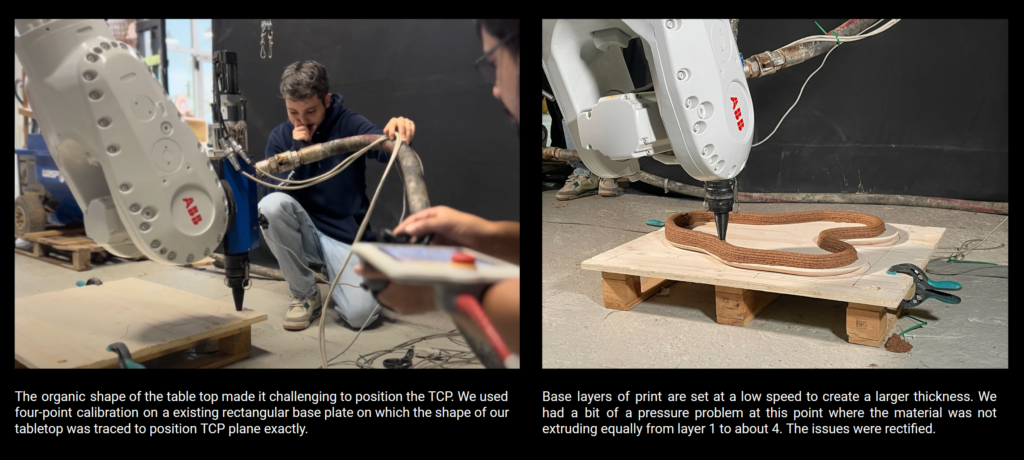
Base Printing