
MAA/MRAC Studio Term 3 — 2025/2026 | Robotics for Ecological Building
When you think of wool, construction probably isn’t the first thing that comes to mind. But wool has a longer history as a building material than most people realize, and it carries inherent properties that make it genuinely compelling for architecture: moisture regulation, thermal insulation, acoustic dampening, and natural fire resistance. The challenge isn’t the material itself. It’s that the industry connecting wool to construction has nearly disappeared, and the tools for working with it at scale haven’t caught up to what’s possible.
This project set out to change that.
Living Fibers / Wool
Wool has been a building material for over 6,000 years. Yet today, global production vastly outpaces architectural demand. Wool producers and sellers in Catalonia and across Europe are struggling to stay viable as demand for the raw material continues to fall.

Local & Global Context
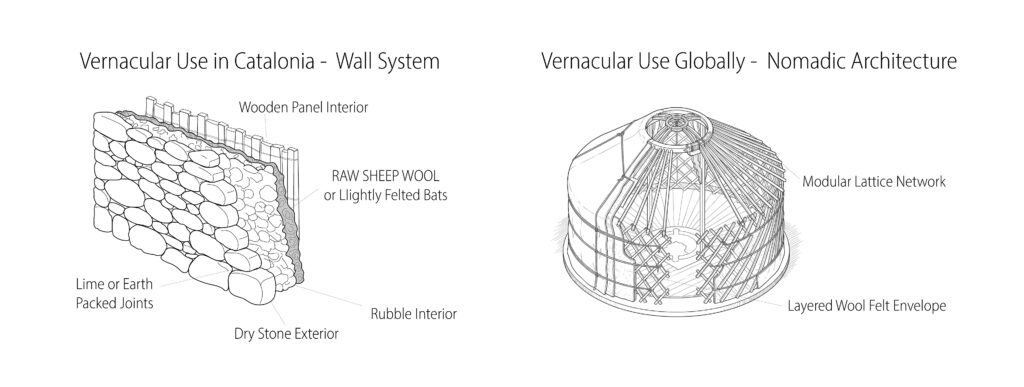
Wool is abundant in Catalonia. It has been used here traditionally within wall systems – raw fleece or lightly felted bats packed between dry stone exteriors and wooden panel interiors, held in place with lime or earth-packed joints. Globally, wool has served as the complete envelope of nomadic architecture: layered felt draped over a modular lattice framework, enclosing space entirely from a single natural material.

The question driving this project: how can innovation allow us to make use of these abundant local resources and benefit from their rich natural properties at the scale and pace that contemporary construction demands?
History of Tools
Wool has been processed and manipulated for millennia using an evolving set of hand tools from hand carders that open and align fibers, to drop spindles, to knitting needles, to felting tools. Each technique produces a different material behavior, a different kind of object.
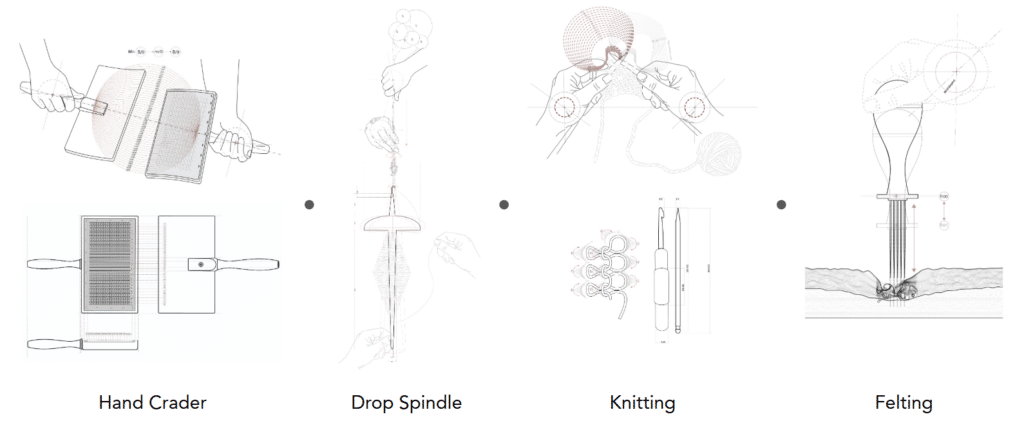
The technique this project focused on is felting. Specifically, needle felting. And the reason is fundamental to the material itself.
How Felting Works
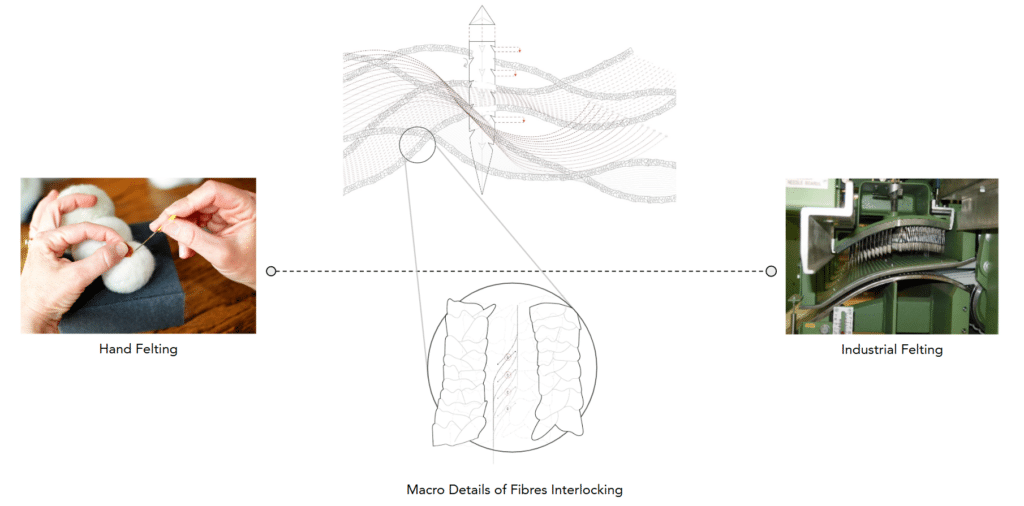
Wool fibers have microscopic scales along their surface. When compressed and agitated, those scales catch and interlock with neighboring fibers, gradually densifying the material into a stable, cohesive mat. Felting needles, barbed along their length, grab and press these fibers together with each pass, accelerating the process mechanically.
This works by hand, producing precise and highly customizable forms. It also works industrially, at high volume, with standardized results. What it hasn’t done (until recently) is combining both.
Why Robots?
A craftsperson working by hand can control the outcome precisely: the angle, pressure, density, and path are all continuously adjusted in response to what the material is doing. Industrial felting machines run fast and consistently, but they produce flat, uniform sheets with no capacity for differentiation.
Robotic fabrication introduces a third position: the precision and customizability of hand craft, operating at the efficiency and repeatability of a machine.
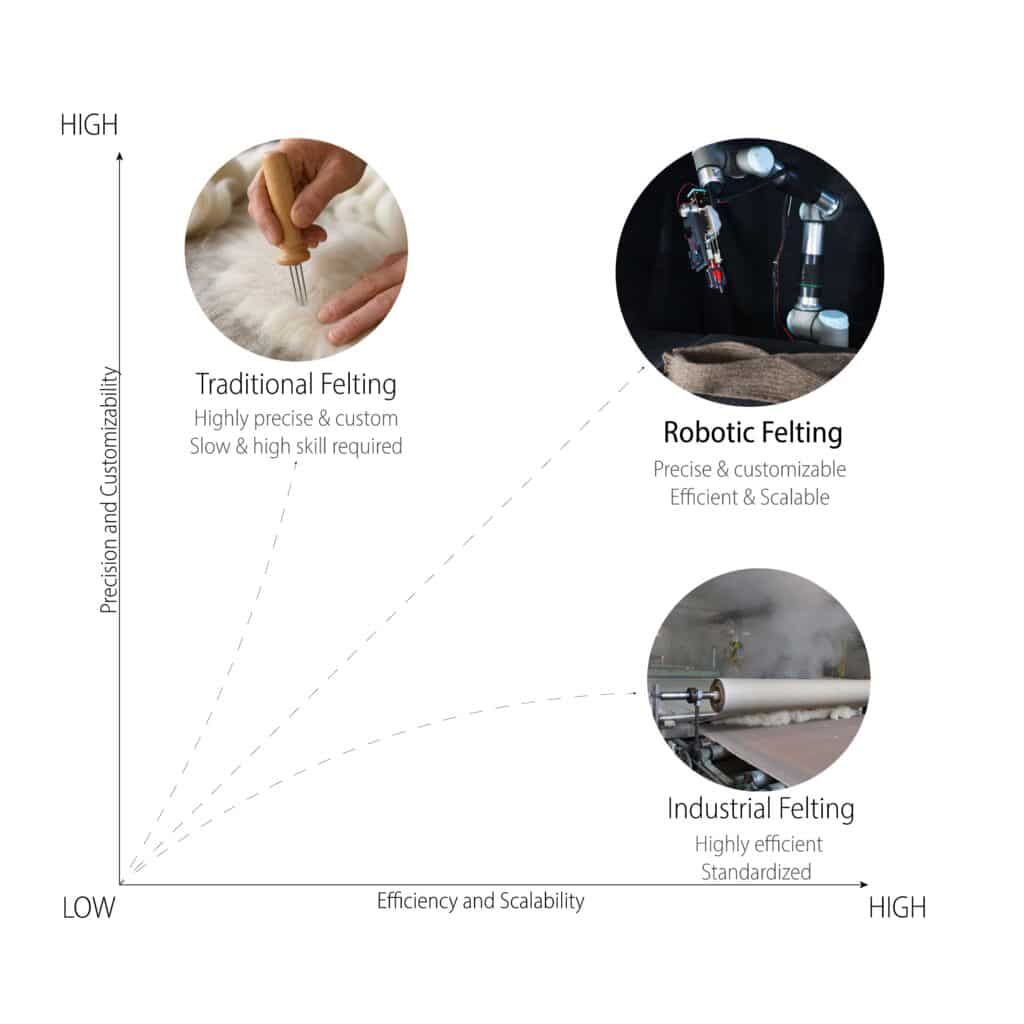
This is the core argument for bringing a robot into a wool workshop. It isn’t about replacing craft. It’s about scaling the intelligence of craft.
State of the Art
This project builds on and extends existing research at the intersection of robotics and textile fabrication. Two bodies of work are particularly relevant.
Carolin Schelkle’s research explores new approaches to robotic felting through variation in needle depth, needle count, and custom felting tool geometries, investigating how these parameters produce fundamentally different material behaviors and surface outcomes.
A team at Taubman College has taken a complementary direction, using robotics to felt along a form in order to fabricate small-scale panels, bringing robotic precision to the production of shaped felt components.
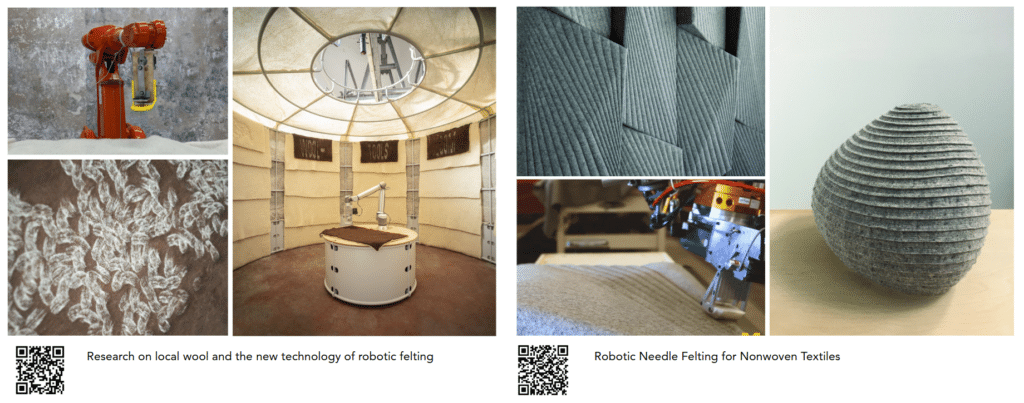
We expand on both bodies of work by using precise geometric logic to transform flat felt sheets into a functional construction system, and by building a custom end effector specifically designed to make that possible.
The End Effector
Making felting a robotic process required us to develop our own end effector from scratch. This was not a linear process.
Our first build never produced a reliable felting action. The needle drive mechanism couldn’t work the wool consistently. We scrapped it and rebuilt from the ground up as a dedicated test rig.
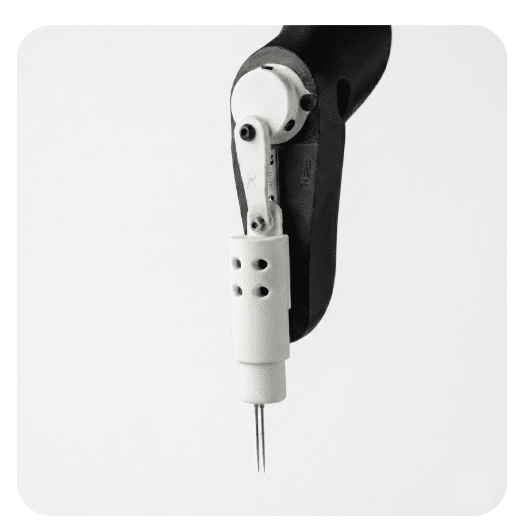
The second build carried our entire material testing campaign, exploring the effects of motor speed, tool path speed, penetration depth, and tool angle on felt density and behavior. But the sustained felting vibration eventually worked the mount loose, and it broke.
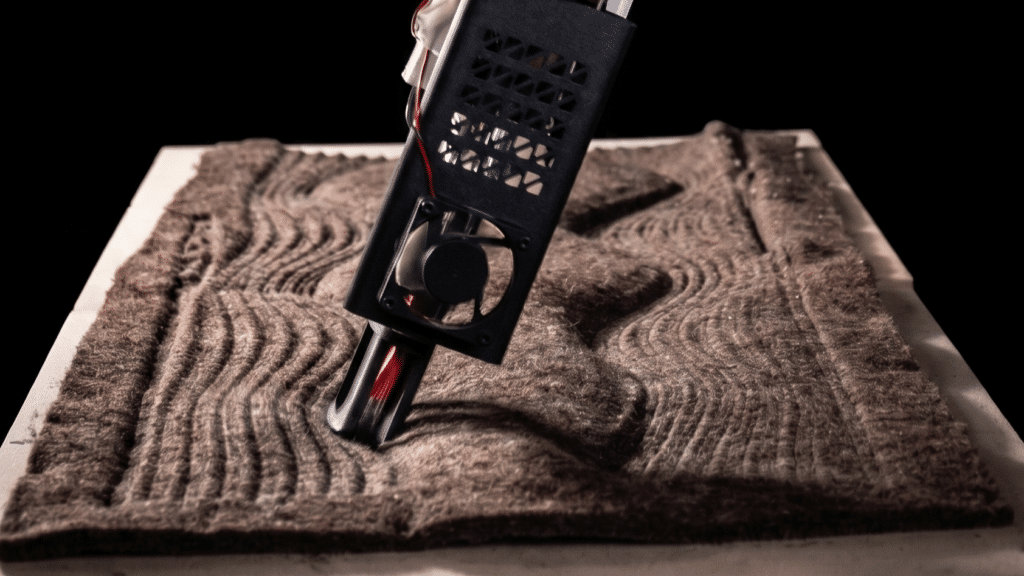
We re-engineered the mount for stiffness, added damping, and integrated scanning sensors. The final rig carries both a Kinect v1 depth sensor and a Brio RGB camera, moving with the tool to scan the work surface before and after felting, giving us the real-time data we needed to close the feedback loop.
Understanding the Material
Before we could turn wool into a construction system, we needed to understand how it responded to mechanical manipulation under varying conditions. A systematic material testing campaign examined the effect of motor speed, tool path speed, penetration depth, and tool angle on felting outcome, measuring density, surface consistency, and deformation behavior across a matrix of parameters.



Programmed Density
With a clear understanding of how density, angle, and path affect material behavior, we can strategically pattern these variables across a flat felt sheet to inform its three-dimensional form. Variations in depth, the spacing between felted lines, and the felting angle all influence how the material responds. So, the question becomes: how do we use this to our advantage?
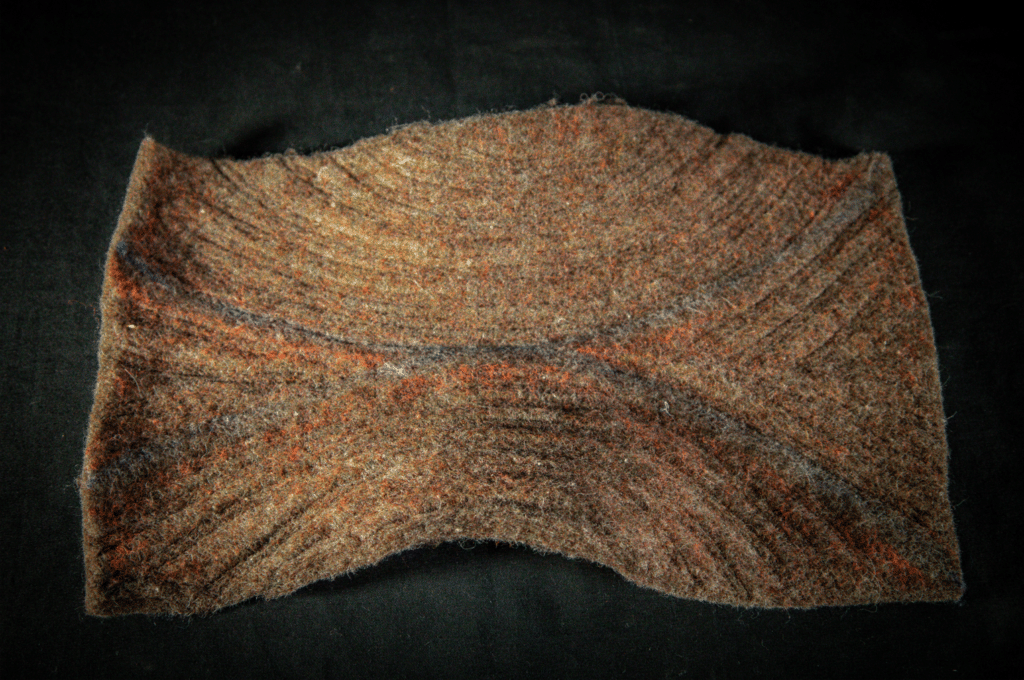
Through testing, we found that compacting lines closely together within a zone while increasing the distance between zones creates a displacement effect, a bump map logic embedded directly into the material. The densified zones contract and stiffen, while the looser zones between them remain flexible, and the differential between the two encourages the felt to take 3-dimensional form.
We also discovered that because felt shrinks as it is felted, a single-direction tool path produces uneven results. To achieve a uniform outcome, the tool path is executed in a mirrored pattern, alternating from each of the outer edges inward until the two passes meet at the center.
Failures and Findings
The research process surfaced three distinct categories of failure, each of which produced a finding that shaped the final workflow.
Material Sourcing: Many commercially available felt products are “imposter wools” – composite materials that respond dramatically differently to needle felting than 100% virgin wool. The solution was diligent sourcing directly from wool manufacturers, establishing a supply chain from Catalan and European producers.

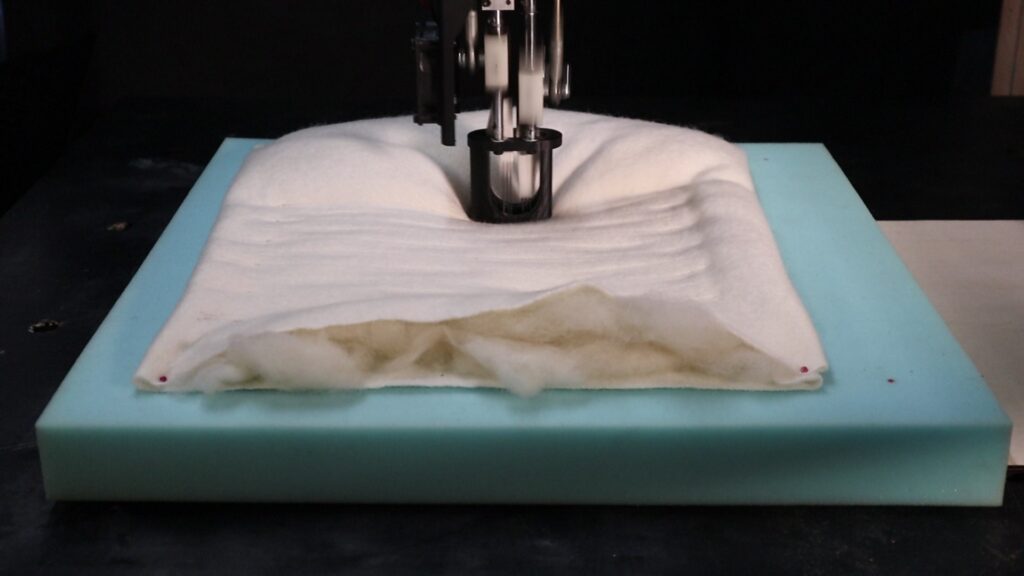
Material Holding: Rigid edge tensioning produced uneven results, with the behavior near held edges differing substantially from the behavior at the center of the sheet. An overly firm base caused shearing rather than felting. The solution: a high-rebound foam base, with the material loosely pinned to hold position without constraining movement.
Felting Logic: The initial approach treated felted crease lines as the geometry-forming elements. They didn’t guide form, tight spacing just densified the sheet uniformly. The finding that unlocked the geometry: unfelted negative space lines are what guide the fold. By leaving deliberate unfelted paths between tool passes, the material folds predictably along those soft lines when released.

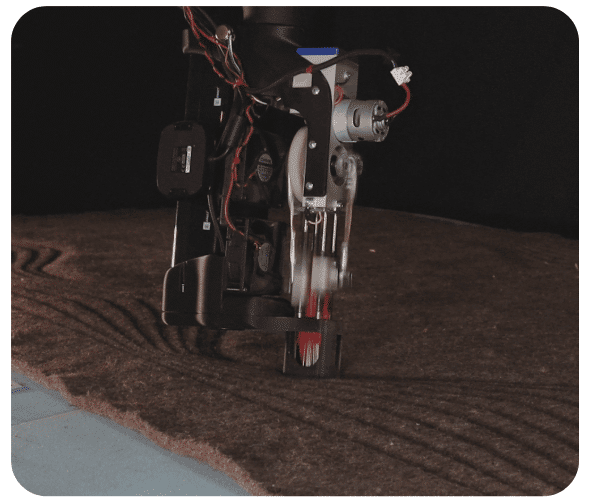
Real Time Feedback Loop
What Happened
With a base level of material knowledge established, we needed to substantiate our findings with data. Using our third-stage end effector, we carried out one test run of a scanning process to assess its attributes and capabilities.
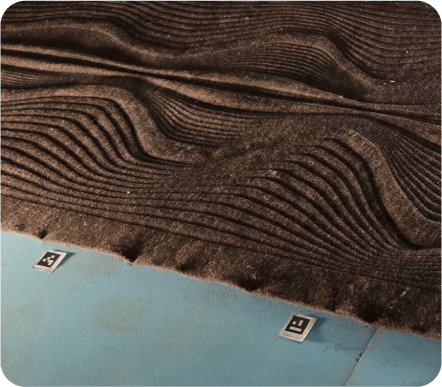
We then used the large robot to felt a full-scale (1:1) sheet of material. To get comparable measurements across fabrication stages, we first placed ArUco markers around the area to be worked on. These were captured in multiple photos taken with the RGB camera mounted on the front of the end effector, establishing a spatial reference frame. We then scanned the felt surface in multiple positions using the attached Kinect depth camera to gather depth data. This full process (RGB capture and depth scan) was carried out once before fabrication and once after, giving us directly comparable before-and-after data.
What We Propose
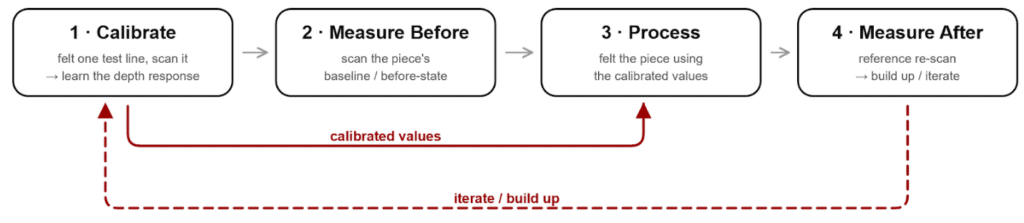
For future production, we would follow a similar process but at a smaller scale as a calibration step before committing to the full tool path. One of the most persistent challenges throughout the project, including in our final fabrications, was controlling the exact felting depth. If the z-height is too shallow, no crease forms; if it is too deep, the needles tear through the material. The margin between these two outcomes is narrow.
The proposed workflow addresses this directly: felt one line, scan it, and assess where the result sits relative to the target deformation. Based on those measurements, automatically adjust the z-height and re-felt the line to match. Repeating this scanning–felting–scanning cycle builds up a calibration database tied to the specific material being worked, accounting for real-world variation in wool thickness and preparation. Over time, this database would help resolve the depth control issues that were a consistent source of difficulty throughout the project.
Form Exploration
Building on our material and fabrication learnings, we began envisioning this construction system as an envelope, a way of creating a space within a space. At this phase, we explored many versions of what that kind of system might look like.
We experimented with 6 forms across 6 different spatial contexts, weighing the pros and cons of each and examining how they related to our broader narrative – the material properties of wool, the logic of programmed density, and the practical demands of an architectural enclosure.
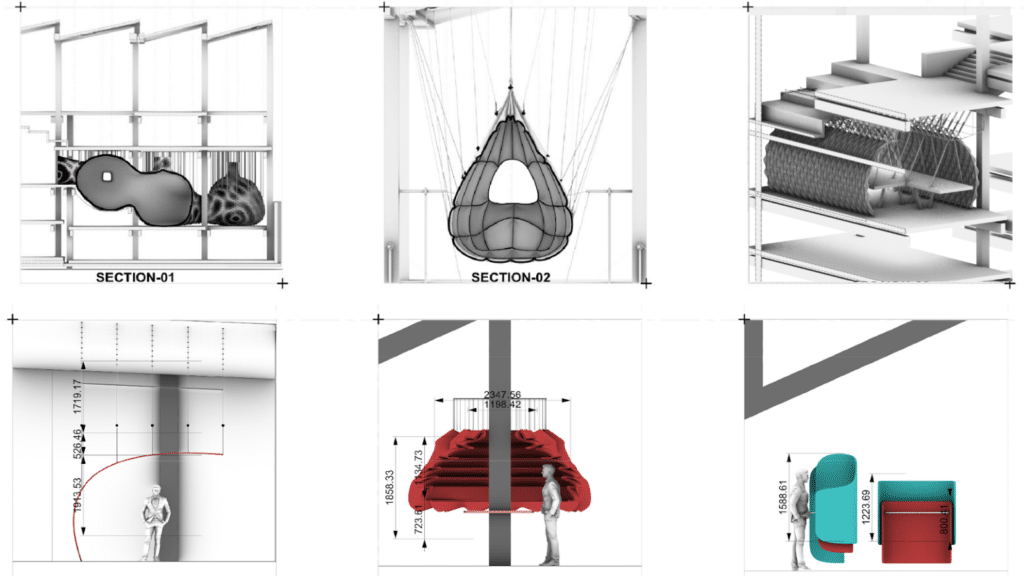
These explorations didn’t produce a single clear winner so much as a clearer understanding of what we were looking for, which guided us toward the sinusoidal panel geometry and the dome configuration that defines the final system.
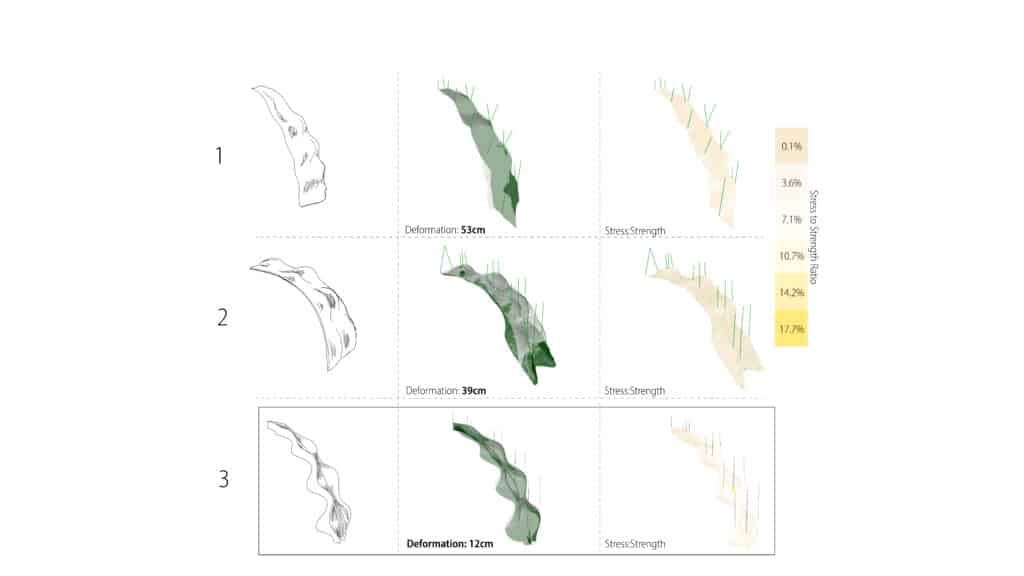
Structural Analysis
Digital structural analysis using Karamba3D in Grasshopper evaluated how different geometric forms would hold their shape under self-weight. Three panel geometries were compared:
- Form 1: 53 cm maximum deformation
- Form 2: 39 cm maximum deformation
- Form 3 (sinusoidal wave): 12 cm maximum deformation on a 2.75m × 1.25m panel
The sinusoidal wave pattern outperformed the alternatives by a significant margin, with stress-to-strength ratios remaining low across the panel surface.
Geometric Logic
The geometric strategy centers on sinusoidal wave patterns programmed into the felt surface. The geometry is developed as a flat diagram, with the robot inscribing density variations that encourage the sheet to deform into the target 3D profile.
System Configurations
With the form logic now developed, we are introducing a system that can adapt to the needs of its architectural surroundings. It is a tool an architect can use to design a partition — a way of creating a second space within an existing one. This can take the form of a linear wall or a fully enclosed space.
The sinusoidal panel geometry and the robotic fabrication process together enable a high degree of adaptability and customizability. Panel dimensions, wave frequency, density gradients, and assembly configurations can all be adjusted to respond to a specific site, program, or spatial intent — without changing the underlying fabrication logic.

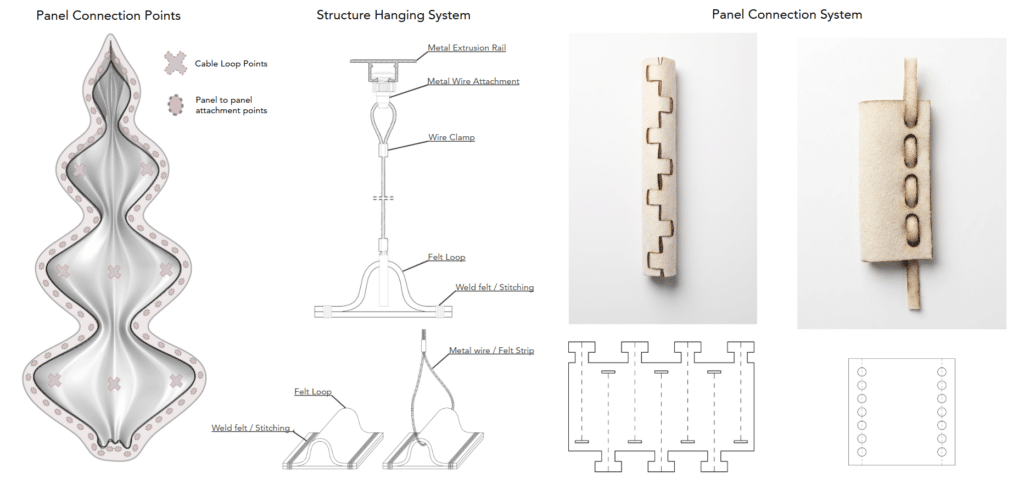
Connection Details
The connection system is designed to be simple, consistent, and made almost entirely from the same material as the panels. Panels are connected to one another by stitching along their vertical edges using material offcuts collected during fabrication. Waste is immediately reintegrated.
Panels hang from ceilings, beams, or other substructures via 2mm steel wire, connecting through felt loops integrated into the panel at designated cable loop points. The hanging system uses a metal extrusion rail with wire attachments and clamps, keeping the structural interface minimal and reversible.
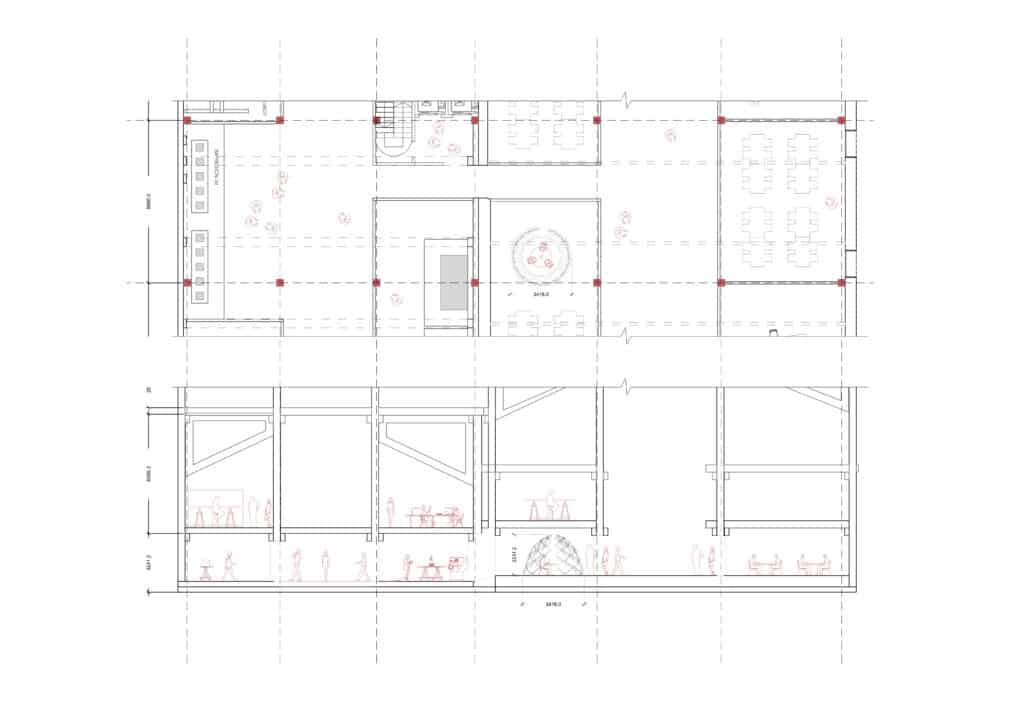
Project Context: IAAC Avila Building
With a functional panel and connection system established, we developed a design proposal for a real site. IAAC is currently expanding its campus into a new building, a context that gave the project an opportunity to ground this construction system in an actual architectural brief.
The existing IAAC facilities provide a rich, active makerspace environment: excellent for inspiration and generative work, but lacking quiet spaces for focused concentration. The proposal addresses this directly.

The Sensory Experience of Wool
The choice of wool as the enclosure material is not only structural. Wool’s properties map directly onto the sensory needs of a focused work environment:
Auditory: Wool naturally absorbs and dampens sound, reducing the acoustic stimulation of a busy fabrication lab.
Visual: The fibers remain visible at the surface; the material reads as unmistakably natural.
Tactile: Soft to the touch, retaining warmth — qualities that register even without direct contact, simply by proximity.
Physiological Response: Biophilic design research consistently links exposure to single, natural materials to lower stress response compared to composite or multi-material surfaces. This is consistent with peer-reviewed research showing that biophilic design elements measurably reduce physiological stress markers, heart rate, blood pressure, and cortisol, during cognitively demanding tasks (Scientific Reports, 2025).
Critically, robotics allows the wool to be mechanically manipulated without changing what it fundamentally is. No resins, no binders, no composite additions — the material remains a single, natural fiber from surface to core.

Architectural Intervention
Two cocoon installations are proposed within the new IAAC building:
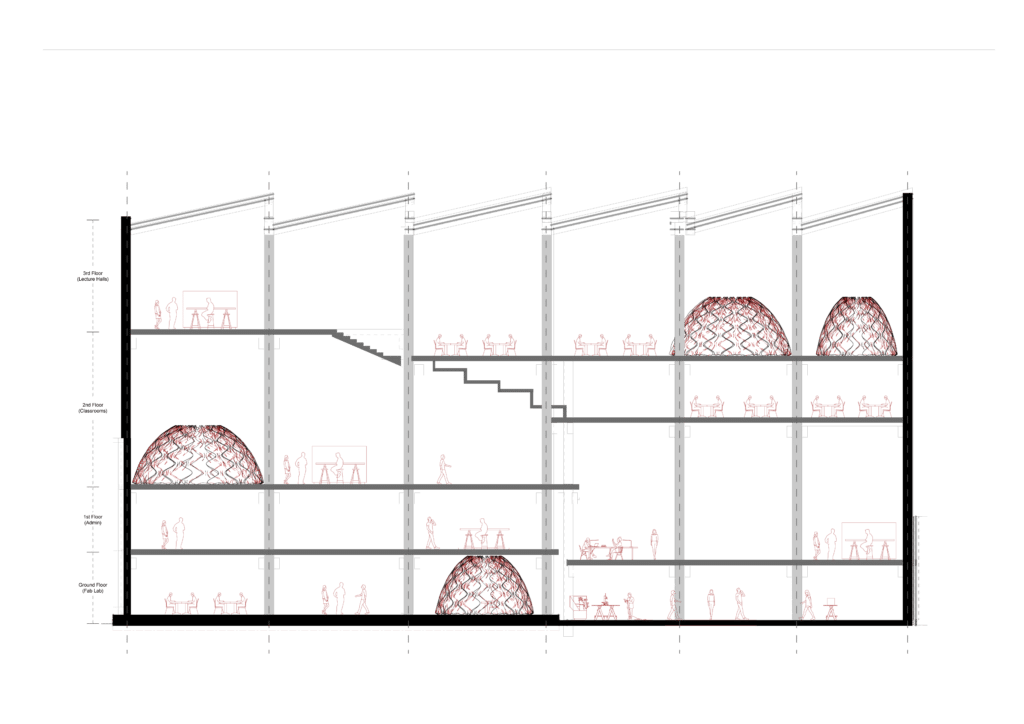
Cocoon 1 is positioned outside the fabrication lab. Student groups of 2–3 can book the space to prepare and review files before their fabrication time slots. The dome is open at the top to allow ventilation and a hanging light to enter. One panel is moveable to allow entry and can be closed to create full enclosure. It houses one work table, three chairs, and an electrical outlet.
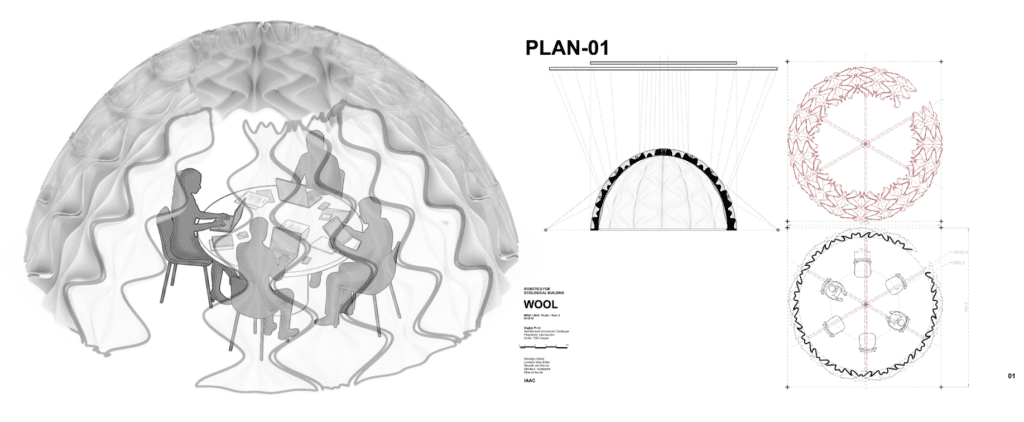
Cocoon 2, sized for 4–5 students, is placed within the large open workspace and can be booked by student groups for concentrated collaborative work. The same upper opening introduces ventilation and a light source. A moveable entry panel can be closed for full isolation. It houses a larger work table, five chairs, and multiple outlets.

Final Synthesis
This project sits at the intersection of a material problem and a fabrication opportunity.
Wool is abundantly available locally, historically proven as a building material, and carries properties — acoustic, thermal, tactile, biophilic — that are genuinely valuable in constructed environments. The industry that once connected fleece to building has declined. The robotic workflow developed here offers a pathway to revive that connection.
The fabrication innovation bridges the gap between traditional craft and industrial production: precise and customizable like hand felting, efficient and scalable like machine production. The result is a construction system that is highly adaptable to architectural and programmatic context, assembled from a single natural material, connected with its own offcuts, and hung with minimal hardware.
Special thanks to wool sponsors:

