In this second Techne module we investigated the apparatus of fundamental shapes (such as a cylinder) to grasp the principles and processes of 3D printing with clay, and the parameters and the properties of both machine and materiality.
Employing a standard framework that can manifest in variation of a cylinder, four research groups of 3DPA conducted trials involving different aspects of the material itself or the machine’s function. The outcome is a grid of foundational shapes with diverse characteristics and given properties, enabling the extraction of machine parameters and setup conclusions.

Machine Parameters: Establishing a methodology
An important step in the experimentation was discovering the most appropriate printing parameters for each material mix.We might say that they can be distinguished in two categories: manual ones (Nozzle Diameter and Air Pressure) and digital ones (Print Speed, Extrusion Rate,Slicing Distance).Configuring the machine using only the specified nozzle sizes (N) of ?2 / 3 / 4 mm prompted us to establish a relationship between these sizes and the slicing distances or the resulting layer heights (Sd). Consequently, we decided on modifying one parameter each time initiating from the ai pressure regarding the manual parameters and slicing distances (Sd) regarding the digital ones ,with a stable nozzle diameter of 2mm.
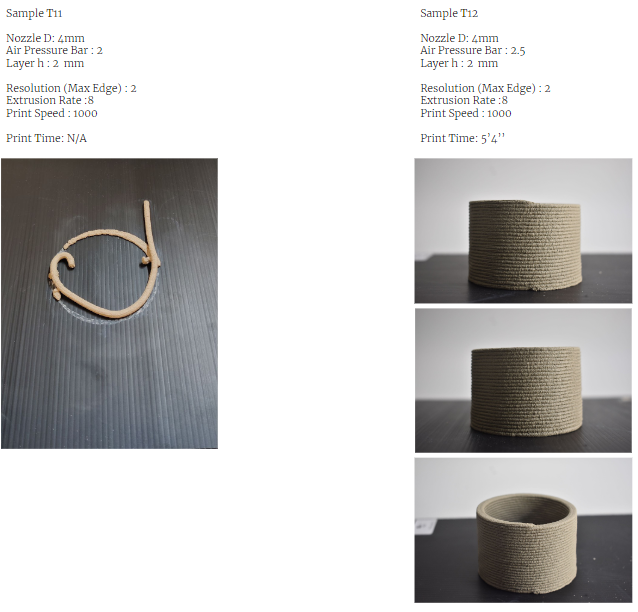
- Printing Parameters Example :
- Nozzle D: 4mm
- Air Pressure Bar : 2.5
- Layer h (Sd) : 2 mm
- Resolution (Max Edge) : 2
- Extrusion Rate :8
- Print Speed : 1000
- Print Time: 5’4’’
Order of Parameter Exploration
- Materiality
- Air Pressure
- Layer Height
- Toolpaths
- Multiple Parameters
Materiality as a critical dimension:
The focus for this next exercise was materiality. The exploration involved the use of gray clay which naturally included sand providing to it a different property in terms of water absorption and stability. Nevertheless our first and most crucial challenge was to find the perfect mix, appropriate for printing with the machines provided.
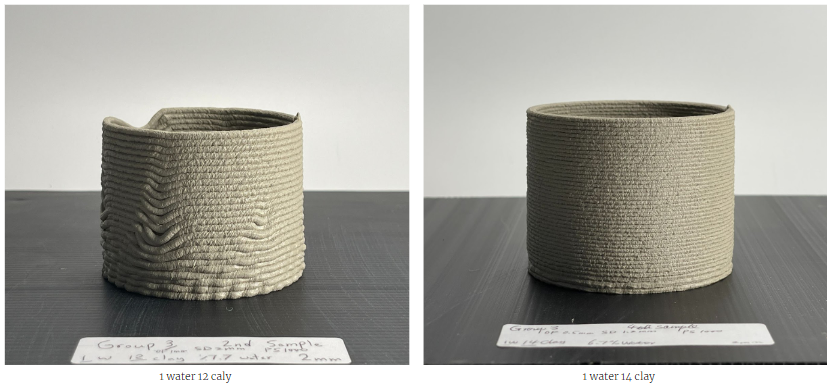
The conclusions following the material preperations and the printing were focused on the final shape. Consequently the desirable shape is more likely to be maintained if the material contains less quantity of water in comparisson to clay.
Air Pressure :
Air Pressure is a manually controlled parameter among with the nozzle size.

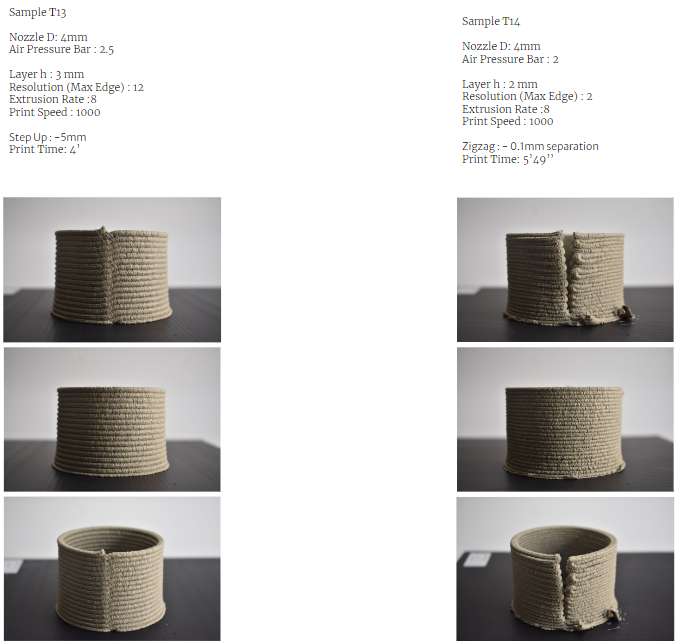
Layer Height Alterations (Slicing Dimension Sd) :
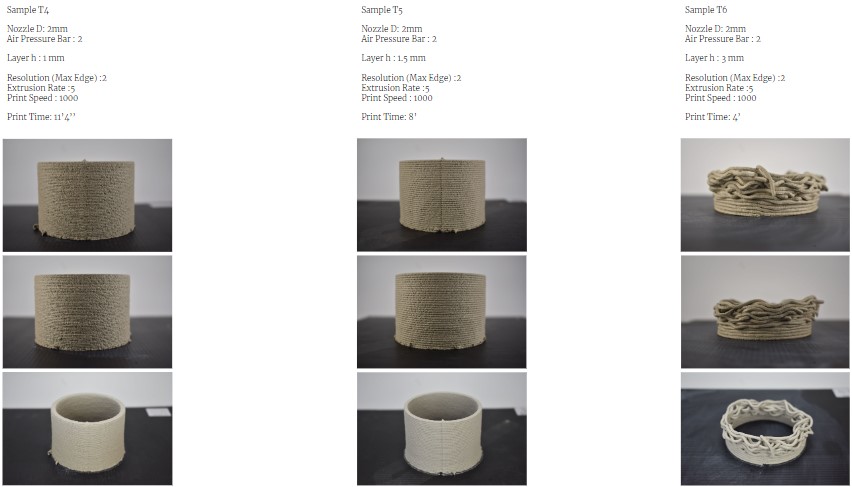
1. Samples with stable Air Pressure , only altering the Slicing Distance (Sd)

2. Samples with different Slicing Distances and different Air Pressures .
The exploration initiates with a Layer Height (Sd) of 3mm and Air Pressure 2.3bars. By increasing the AP and decreasing the Sd the shape is stabelished. A deformation follows with a slight change at the Sd to perfect the final print by increasing the Extrusion Rate.
Extrusion Rate :

Print Speed:

Seams Exploration :
Invisible Seam Process
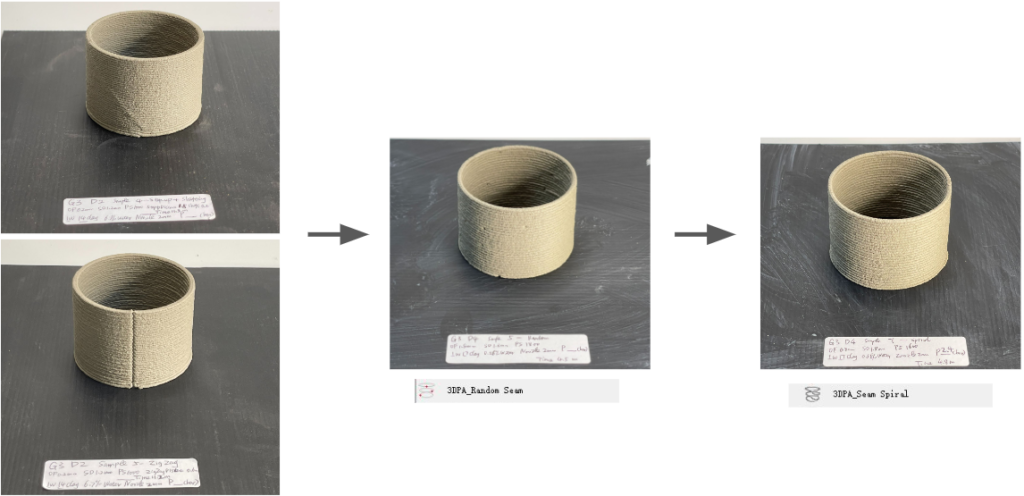
Improved Stability
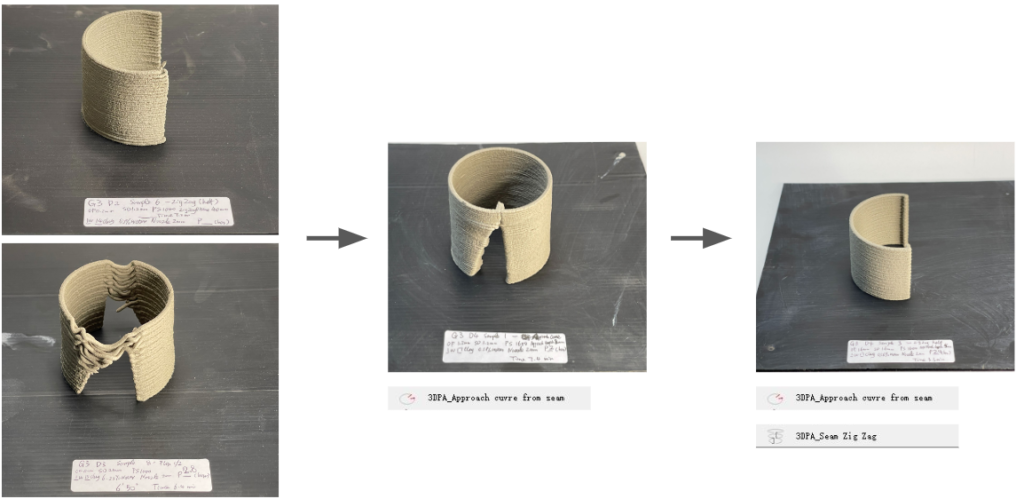
Toolpaths Tweaking

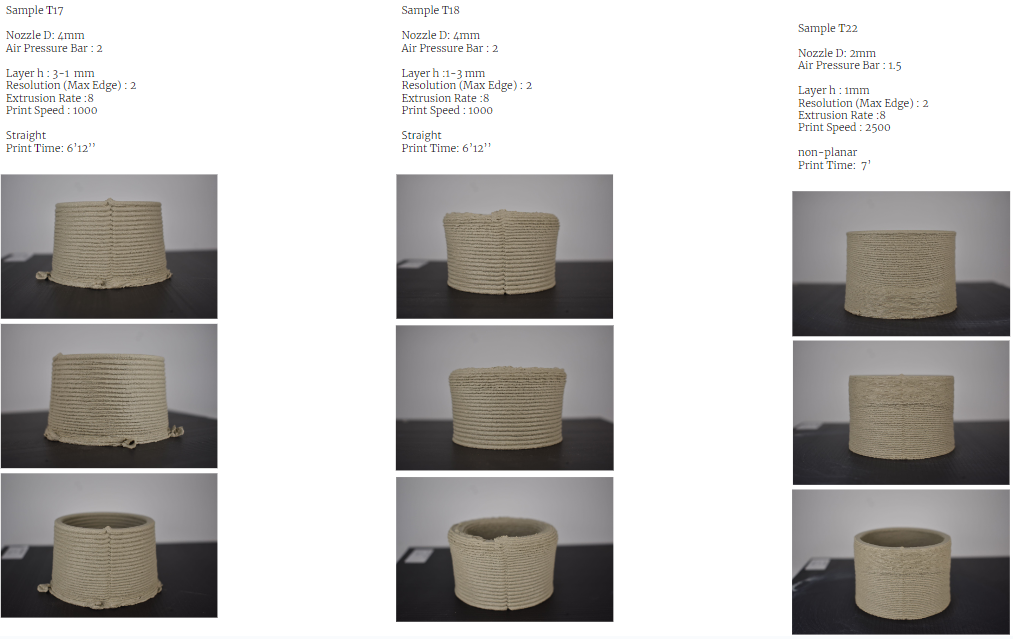
Iterations with different parameters and toolpaths: Gradient Layer Height and non planar
CONCLUSIONS:
The empirical investigation into parameter manipulation within the context of 3D printing with earth materials, has presented compelling findings. Variations in parameters such as extrusion rate, layer height, and print speed have provided us with insights into the optimization of print quality and structural integrity. Furthermore, there is a strong correlation between the material properties and the adjustment of air pressure while printing since the flow rate is affected .
To be more precise, due to external factors the base material itself can change quality without our intervention ,guiding us into adjusting different parameters to get the best printing quality possible.

Manually adjusted parameters such as the air pressure and nozzles diameters , seemed to influence more the printings physical properties such as homogeneity and flow rate.

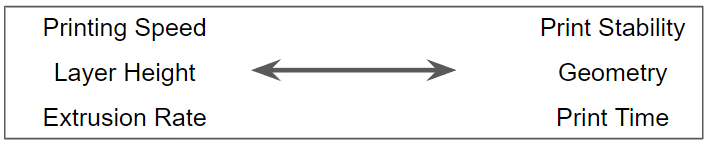
Digital parameters such as printing speed , layer height and extrusion rate when altered , changes in the prints stability geometry and printing time are noticed.