Building on the principles of disassembly explored last semester, this phase of the Timber Narratives project delves deeper into advanced data-driven design strategies. We now capture and utilize timber colour values through enhanced scanning technologies, integrating this data into our designs. Additionally, we’ve implemented machine learning with logistic regression for precise categorization of timber for potential structural and potential non-structural use. This semester also highlights human-machine collaboration and the use of augmented reality (AR) to optimize material conditioning and manufacturing processes, pushing the boundaries of sustainable construction.
Context
The Construction and Demolition Industry is the largest contributor to the carbon emissions. In Europe, approximately 35% of construction and demolition waste is wood, amounting to around 40 million tons annually. Despite its potential for reuse, much of this timber is discarded due to inadequate recovery methods. Re-purposing this wood is essential to reduce landfill waste and promote sustainable construction practices, aligning with circular economy principles.


Aim
To develop a holistic approach to repurposing end-of-life dimensional timber by integrating advanced scanning technologies, machine learning categorization, human-machine collaboration, and augmented reality (AR). This strategy aims to enhance material conditioning, optimize manufacturing processes, and incorporate colour values into the design to create sustainable, temporary spaces.
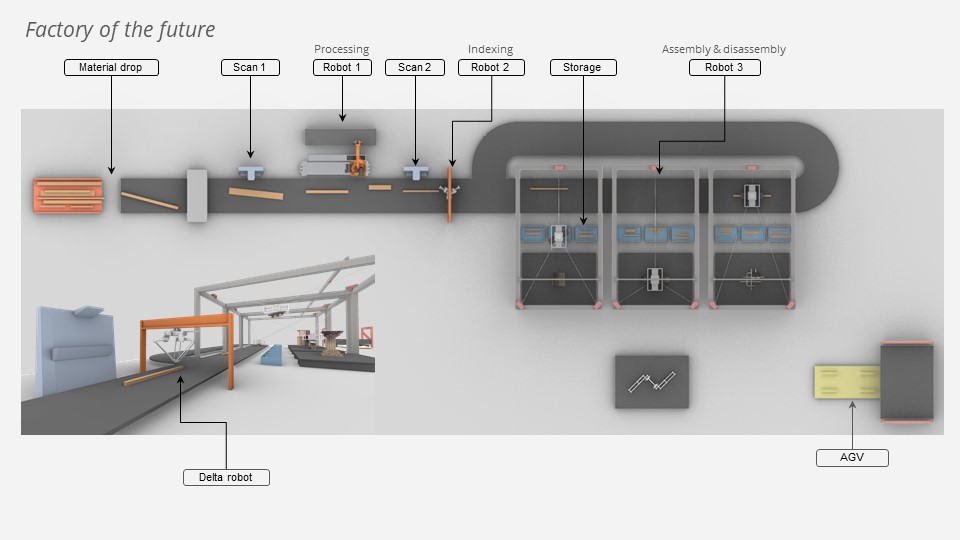
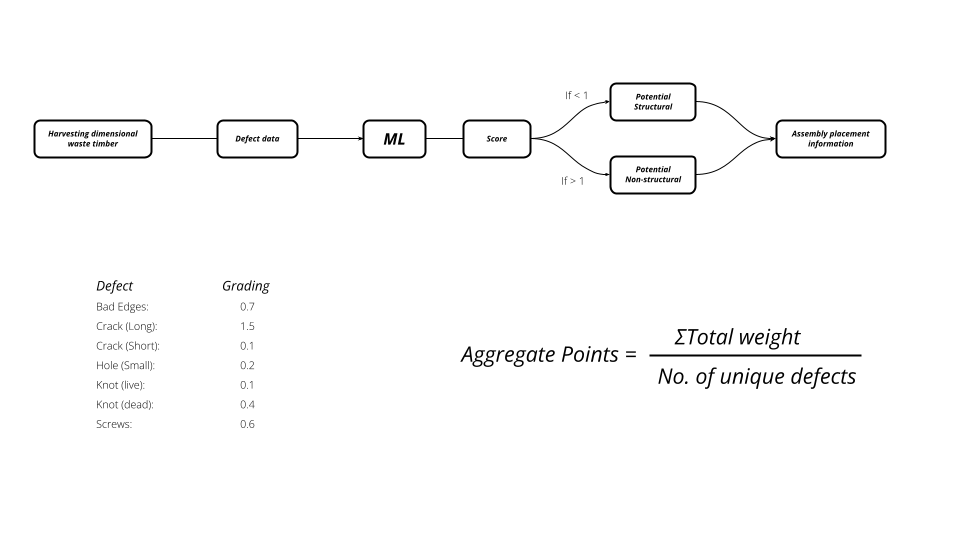
The Project can be visualized as a black box: repurposed timber goes into the black box, and after all the processing, an assembly comes out as the output.
Scanning
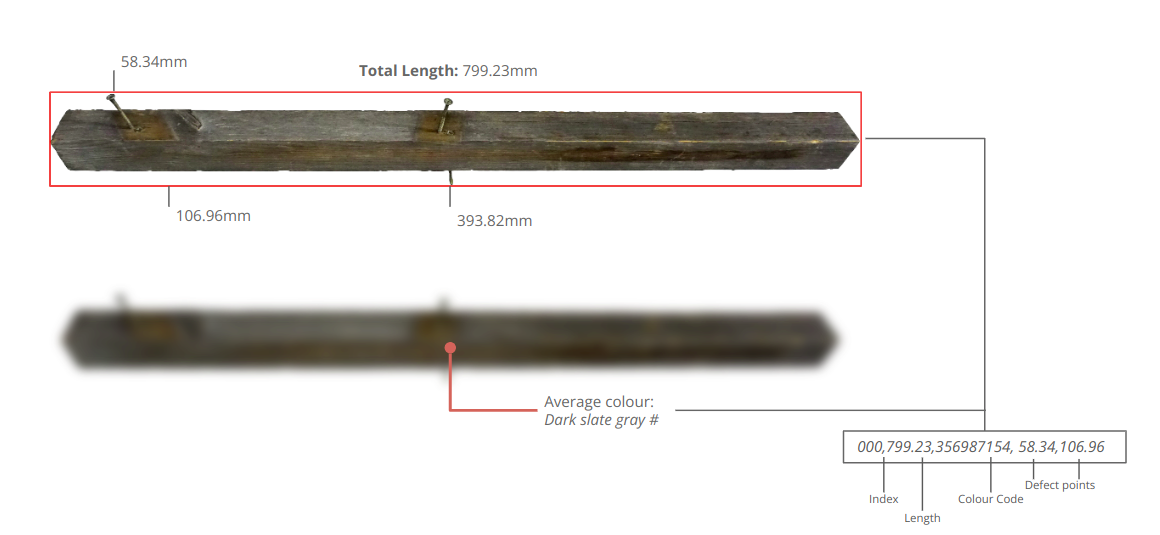
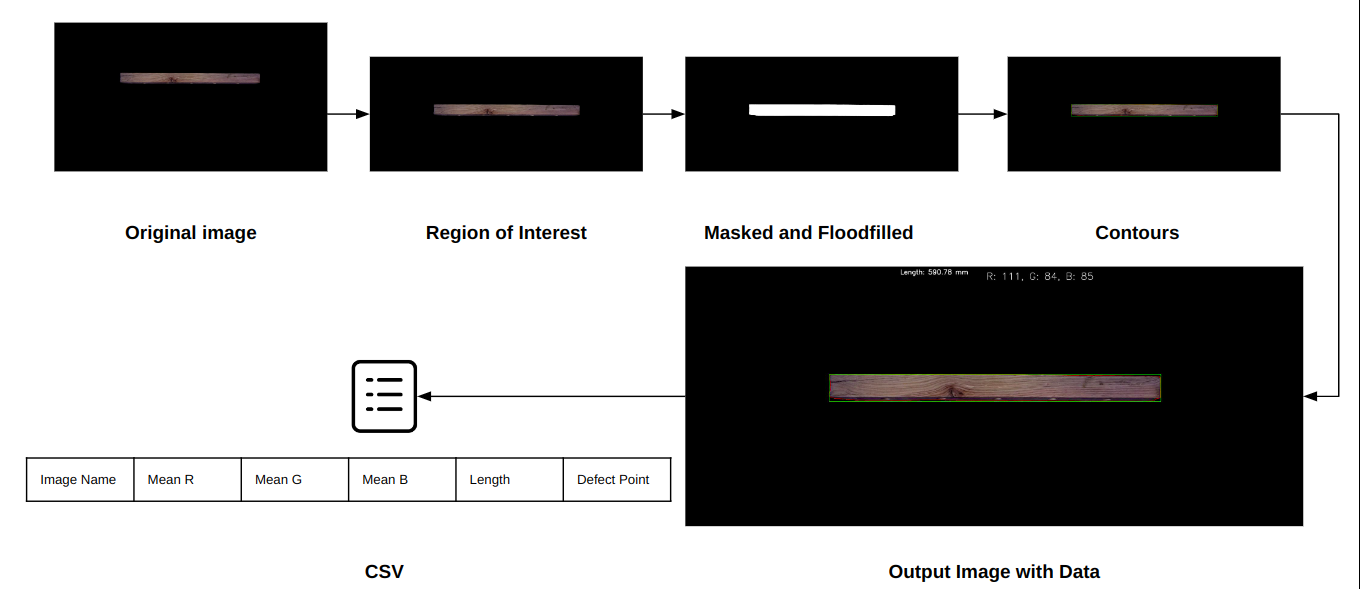
In our ongoing project to repurpose timber from construction and demolition sites, we’ve made significant advancements in scanning technology. Using an RGB camera, we can now capture precise dimensions and colour values of wooden elements. This data enhances our ability to integrate the reclaimed timber aesthetically into new designs. Additionally, we’ve implemented machine learning, specifically logistic regression, to categorize timber members as either potential structural or non-structural elements. This improved sorting process ensures that each piece of wood is utilized to its fullest potential, promoting sustainable construction practices.
Logistic Regression ML
The machine learning model employs a logistic regression algorithm to classify pieces as either potential structural or potential non-structural. A customized formula was developed for this model to evaluate the condition of each stick. This formula assigns specific weights to different types of defects. It considers the total count of unique defects present in the stick to compute aggregate points, which are further used for the classification.
Database
Each stick is initially identified by a unique ID and scanned. Using computer vision data, they are sorted by colour and length. Subsequently, they are re-indexed and categorized according to their placement in the design, such as Front, Rear, Horizontal, and Diagonal.
Material Passport
Each individual stick is assigned a QR code that links to an HTML page containing comprehensive details. Using a Python script, data from a CSV file is processed to create an HTML page for each row. These pages include information such as stick index, length, colour, manufacturing date and location, potential uses, and a history log. Additionally, there is an option to view the original scan of each stick.
Processing
Robotic Processing
The reclaimed wood is processed based on the scan results. Using computer vision results, the robot identifies defect points and utilizes them to remove defective parts. Additionally, the wood is cut to the required length during this process.
Rules:
- If there are any defects within the range of 50 mm from the ends of the stick, we consider an offset of 20mm from the defect and generate a cutting plane.
- If there is any defect in the central zone of the stick(i.e. more than 50mm from the ends), 2 cutting planes are generated with an offset of 20mm on each side of the defect.
- If any defects are less than 50mm apart, we consider an offset of 20mm on the left side of the left extreme defect and similarly for the right side and generate the cutting planes.
Design
Module Design

Fabrication
Fabrication was conducted using an ABB IRB-6700 industrial robot, involving two operations: a five-axis milling process for wood processing and a pick-and-place function for assembly and disassembly tasks. Additionally, the fabrication is segmented into sub-assemblies, which are intended for on-site assembly and are then transformed into a complete global assembly.
Five Axis Milling
The robotic arm performs a five-axis milling operation to create dowel holes that resemble double counterbore holes. These holes feature larger diameters at the ends and narrower diameters at the centre.
Assembly
Assembly is done using an industrial robotic arm. The robotic cell includes a material feeder, dowel placer and a placing area. The robotic arm performs a simple pick-and-place operation for manufacturing.
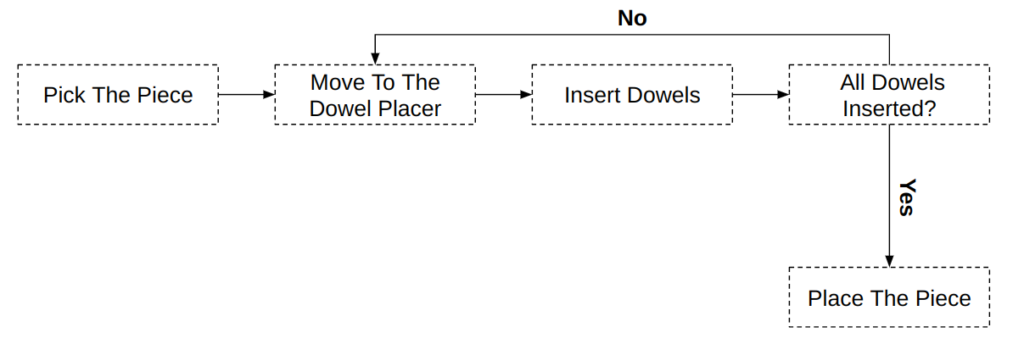
Dowel Placer
A pneumatic piston inserts dowels into wooden pieces for joinery. The piston shoots the dowels into the corresponding holes in each piece, after which the robot places the piece onto the assembly. The dowels align and secure the piece in place.
Disassembly
Future Steps