
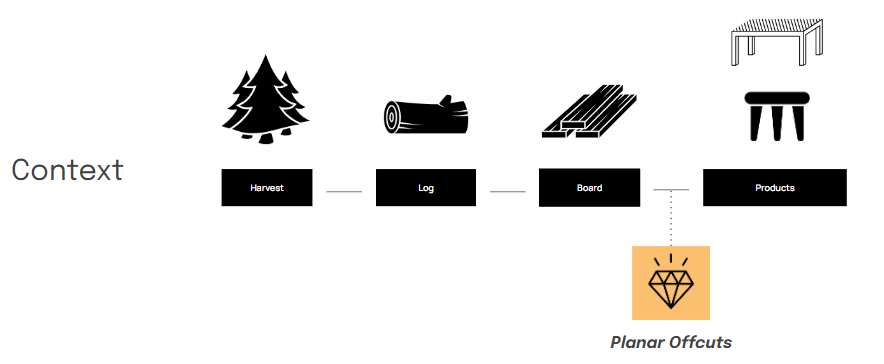
The efficient utilization of forestry products plays a vital role in sustaining industries such as construction and furniture manufacturing. To meet the demands of mass production, raw materials undergo a process of standardization, enabling streamlined operations and increased output. However, this standardization process results in the generation of valuable by-products such as planar offcuts. These offcuts offer untapped potential with their mixed properties that often goes unexplored. In order to meet the ever-growing demand for forestry products, it is crucial to relook at the ways this by-product is treated to link it back into the supply chain.
Why is offcut usage not widespread?
The non-standard nature of the material does not fit into the existing mass production techniques. Also, stakeholders of the industry such as designers and fabricators do not have data about these materials to create new creative use cases.

Existing Methods
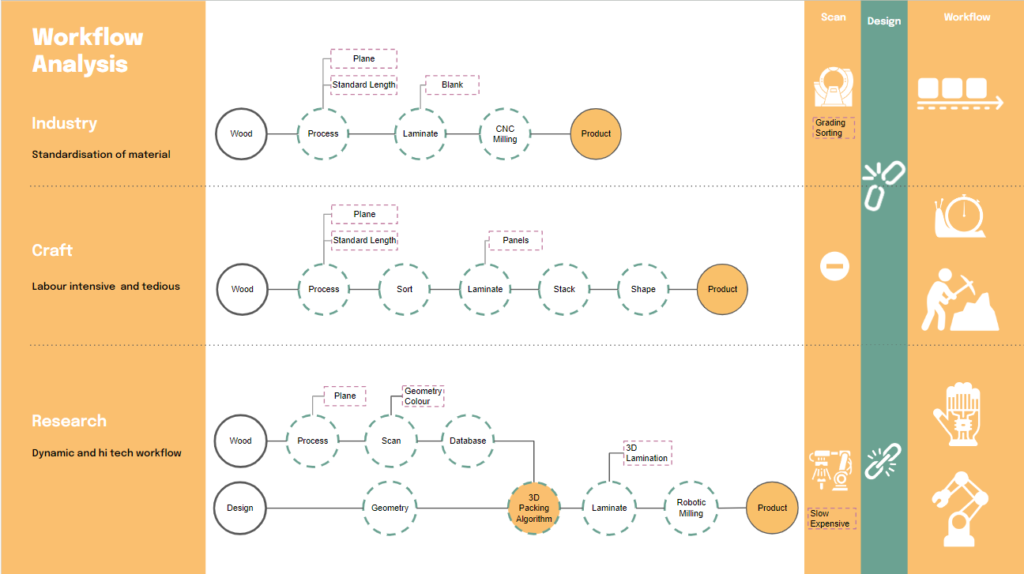
Industries prioritize standardizing materials to align with their manufacturing processes, disregarding the inherent properties of the materials and resulting in increased waste. On the other hand, craftsmanship attempts to preserve material qualities to some extent, but this approach is time-consuming and labour-intensive. Both approaches lack a connection between material and design.
In the research field, efforts are made to establish a link between design and material, but it requires a highly skilled workforce and expensive equipment. Both industries and researchers have the capability to scan and acquire material data. However, in the industry, scanning is primarily used for sorting and grading wood, and the data rarely reaches designers or fabricators. In the research field, the use of costly equipment such as robotic arms and 3D laser scans is not feasible for local small-scale setups.
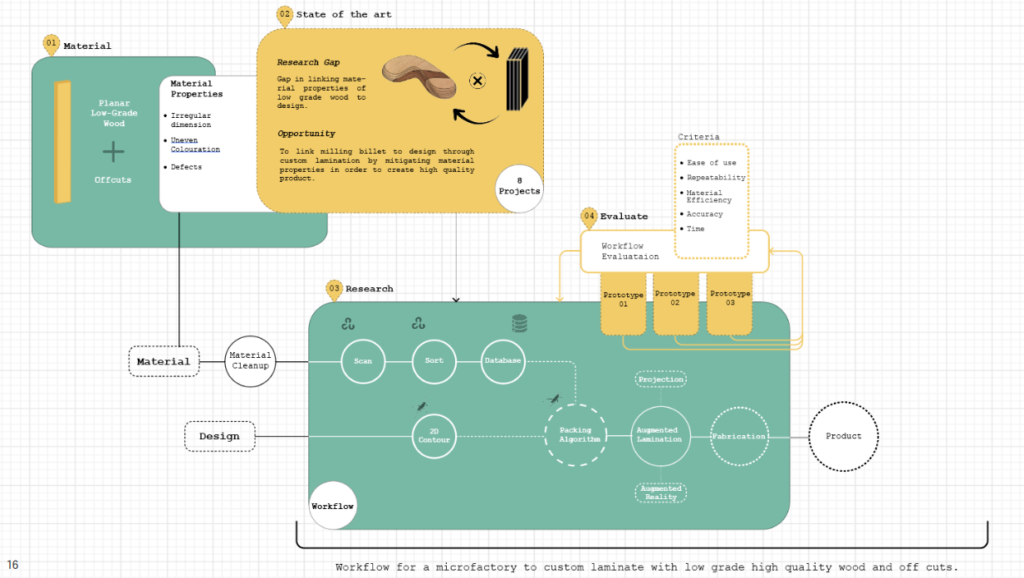
Based on the inferences from existing method, the research aims to investigate the application of low tech scanning workflow to facilitate access and harvesting of material information from low grade wood to aid in material driven design through a custom lamination workflow.
Research
The process involves scanning the material and creating a digital twin that incorporates its properties. This digital twin is then utilized to match the material with the design using a packing algorithm. By leveraging augmented lamination, an assembly output is generated for fabrication. This advanced technique allows for the creation of custom stock, tailored to specific requirements and specifications.
Research Phases
The research phase can be broadly broken down into three parts. Manual exploration, to understand feasibility of manual packing and challenges of laminating with non standard wood. Digital Twin, creating a digital duplicate of the material with its intrinsic properties for digital exploration. Material matching to design, linking the material to design using a packing algorithm.

Manual Exploration
Experiment 01
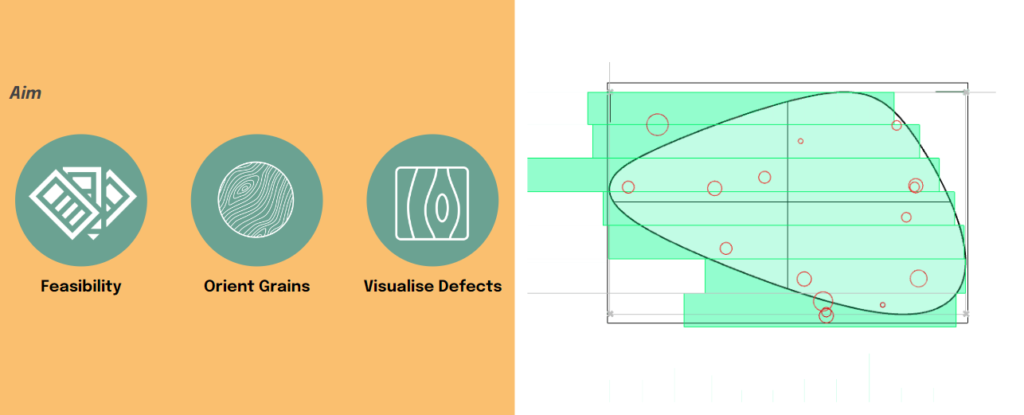
Aim of the experiment is to test feasibility of manually packing material to net shape of the geometry using a projector.
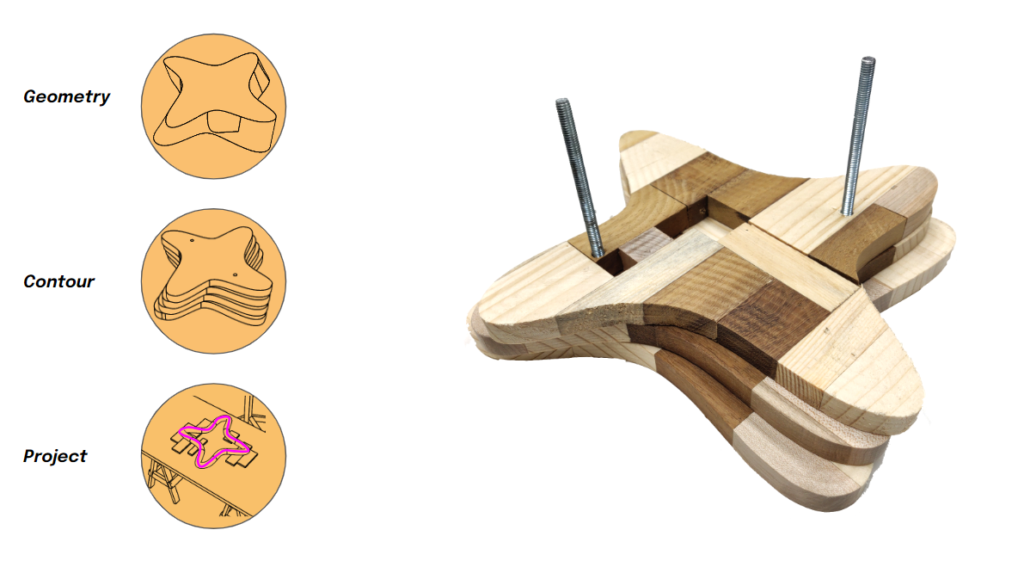
Inferences from this experiment are as mentioned below where the process turned out to be time consuming, it is difficult to avoid gaps in lamination but the positive aspect was projection. It proved to be a very useful tool for interoperability between digital and physical space.
Experiment 02
Aim of the second experiment was to avoid gaps in lamination and test for acceptable tolerance between pieces. Strategy for this experiment was to sort pieces of the same width and laminate them in a single file using a projector.

Results from this experiment was promising with reduced gaps. Main learnings from this experiment was that the offcuts needs to have flat edges and the tolerance of the offcut measurement can not be more or less than 1mm.

Digital Twin
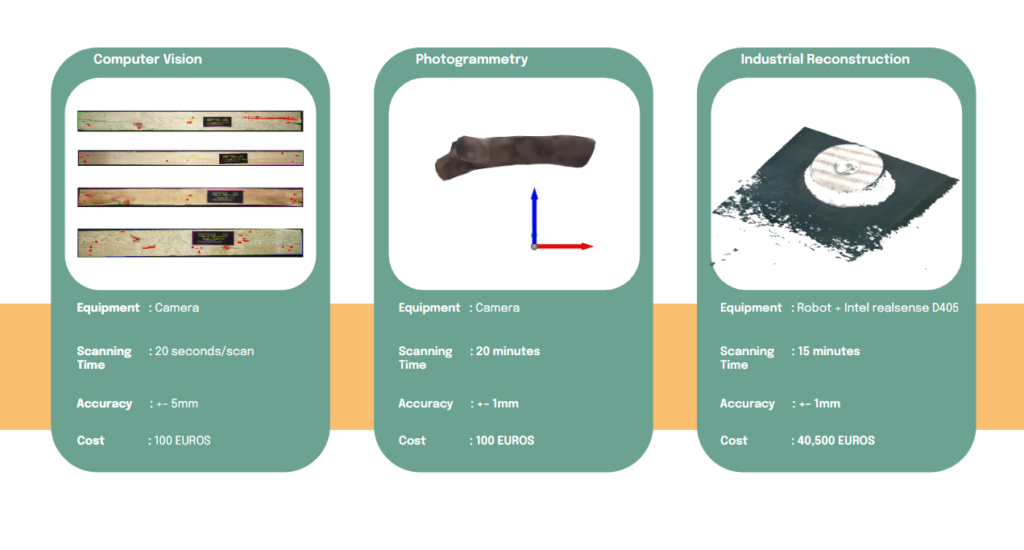
In the current landscape, numerous methods are employed to generate digital twins of objects, with photogrammetry being a particularly popular technique. Within the scope of this research, three specific methods were examined: computer vision, photogrammetry, and ROS industrial reconstruction. These methods were evaluated based on factors such as scanning time, cost, and accuracy. The comparative analysis of these methods is presented below.
For this research project, computer vision technology emerged as a suitable choice due to its affordability and relatively fast scanning time. Although the general accuracy of computer vision may not meet the required tolerance limits, the focus of this phase of the research is on exploring ways to enhance accuracy and extraction of wood features within the chosen method.
Scanning
Wood offcuts undergo scanning to capture various characteristics, including their geometric dimensions, grain orientation, wood colour, and the presence of defects such as knots or cracks. This scanning process aims to obtain a comprehensive digital representation of the offcuts, enabling detailed analysis and informed decision-making regarding their usage and suitability for specific applications.

Setup
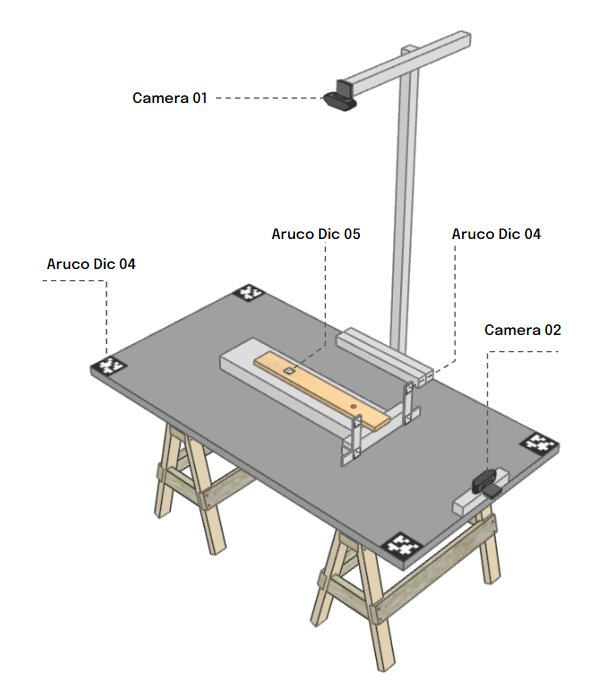
The setup for scanning wood offcuts comprises two cameras: one positioned on the top and another on the side. To ensure accurate measurements, a varying number of Aruco markers from different dictionaries are utilized for calibration purposes. This calibration helps establish the scanning space and enables scaling of the wood offcut dimensions to their actual sizes.
The top camera is responsible for capturing the length of the offcut and extracting wood properties. Meanwhile, the side camera captures the width and thickness of the offcut. Both cameras used in the setup are regular webcams that have undergone calibration to correct any distortion, ensuring precise and reliable data extraction.
This setup is designed to be relatively straightforward and portable, making it suitable for implementation in small workshop environments.
Data Extraction Methods
The scanned images undergo various methods of processing to extract relevant data, which is then logged in the database. Methods used to extract specific properties are mentioned below.

Database
The extracted data from the scanning process is documented in a JSON file format. JSON is a text file format that is widely used for storing and exchanging structured data. By saving the extracted data in a JSON file, it becomes easily readable and portable.
The JSON file format is particularly useful when working with CAD environments. The data stored in the JSON file can be deserialized, which means it can be converted back into its original format and structure. In a CAD environment, this deserialization process allows for the recreation of digital duplicates of the scanned material, complete with its properties. This enables seamless integration of the scanned material data into the CAD environment, facilitating the design and manipulation of digital models that accurately reflect the properties of the real-world material.

Using the scanning workflow described, two hundred pieces of offcuts were accurately scanned within a cumulative time of three hours. However, to further enhance the scanning speed and efficiency, implementing a small conveyor belt system can be beneficial.
By integrating a conveyor belt system into the workflow, the manual process of placing each individual piece of material for scanning can be replaced. Instead, the offcuts can be placed on the conveyor belt, which will automatically move them through the scanning setup. This automation reduces the time required for manual handling and positioning, resulting in a faster overall scanning process.

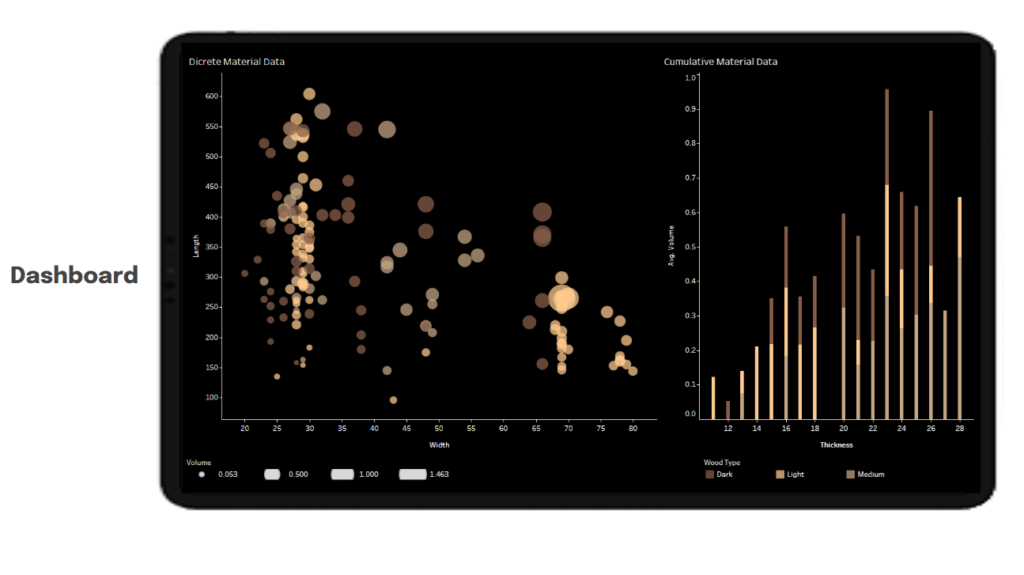
The scanned data obtained from the material repository can be effectively visualized using various data visualization platforms, such as Tableau. Tableau is one of the platforms utilized in this research to present and explore the data in a visually appealing and interactive manner.
By visualizing the material repository, workshops gain a comprehensive overview of the available materials. This visualization provides a clear account of the quantity, quality, and specific characteristics of each material, allowing workshop managers to make informed decisions about material usage and allocation.
For designers, the visualization of the material repository offers valuable insights. It enables designers to assess the quantity of available materials, ensuring that they have sufficient resources for their projects. Additionally, it provides details about the quality and specific characteristics of the materials, allowing designers to make informed decisions during the design process. This includes considerations related to the aesthetics, properties, and suitability of the materials for their intended applications.
Data Analysis
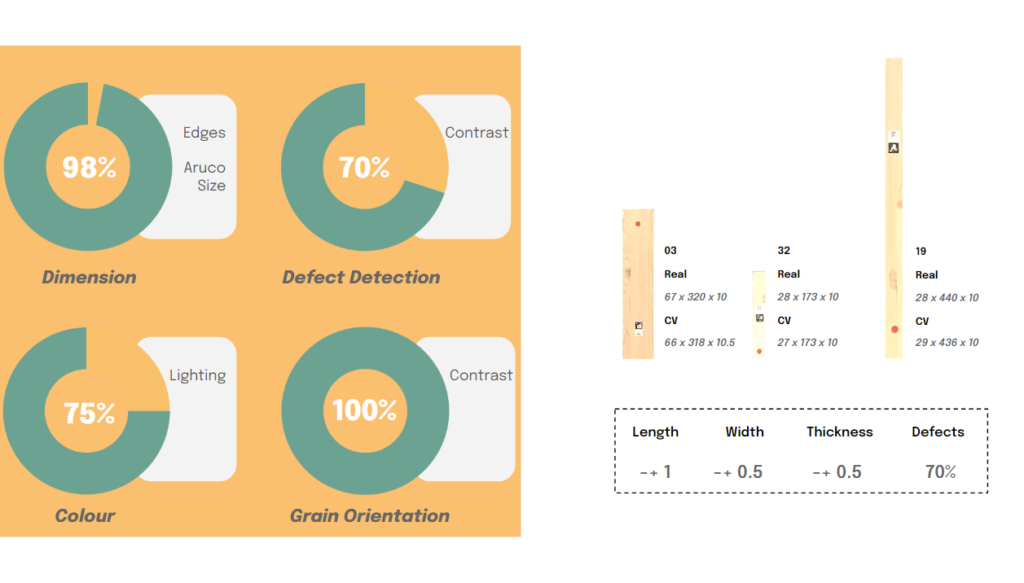
The accuracy of the scanned data is analysed in comparison to real-world measurements. The dimensional accuracy of the scanned offcuts falls well within the tolerance limits established during the manual exploration phase and is comparable to the current state of the art, which stands at ±1mm. The accuracy of the dimensions is influenced by factors such as the quality of the edges of the offcuts and the size of the Aruco markers used for calibration.
In terms of defect detection, the average accuracy stands at 70%. The primary factor affecting this accuracy is the contrast between the wood color, grain patterns, and knots. Higher contrast leads to improved accuracy in detecting defects. To enhance defect detection accuracy, machine learning models can be employed that consider not only colour but also other aspects such as Histogram of Oriented Gradients (HOG) and Scale-Invariant Feature Transform (SIFT) key points.
The colour accuracy of the wood is generally satisfactory, with lighting conditions being the primary factor affecting accuracy. Careful control of lighting conditions can help improve colour accuracy in the scanned images. On the other hand, grain orientation is consistently accurate across all scans, indicating reliable detection and analysis of the wood grain patterns.
Scanning Value Proposition
The proposed scanning workflow offers a cost-effective solution, providing value for money by utilizing accessible and affordable equipment such as regular webcams. Despite its cost-effectiveness, the workflow does not compromise on accuracy, as it aligns with current research standards. The dimensional accuracy achieved falls within the tolerance limits established in the industry, and the grain orientation is consistently captured with precision.
Moreover, the simplicity and portability of the setup make it easily replicable in various workshop environments. This ensures that the scanning process can be implemented in different locations without requiring extensive resources or expertise. The use of a small conveyor belt system, as suggested, can further enhance the efficiency and speed of the scanning process.
Material Matching to Design
During the material matching to design phase of the research, the focus lies on exploring methods to integrate the information from the digital twin with the design process. This integration allows for the creation of custom stocks that embed the material properties obtained from the digital twin. The ultimate goal is to generate assembly information that guides the lamination process of the stock.
Rectangle packing algorithms
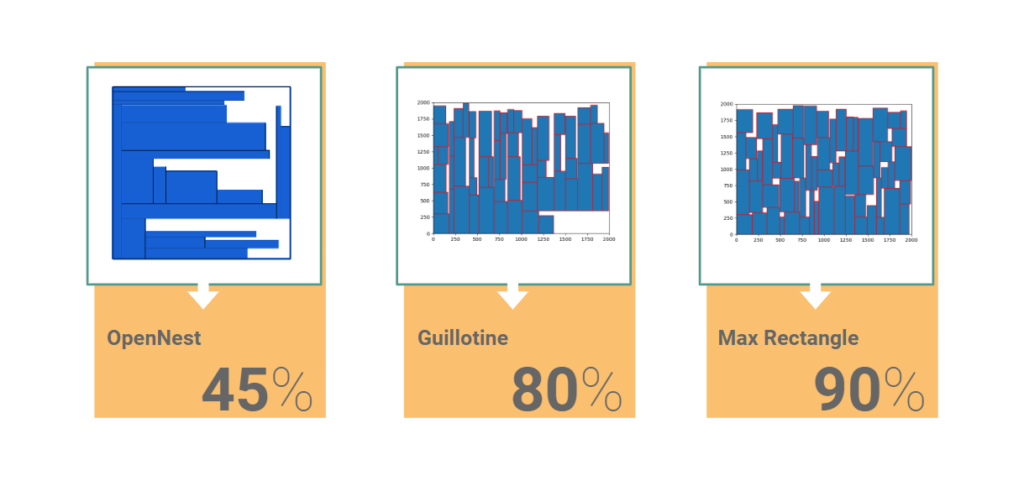
During the exploration of existing rectangular packing algorithms like openNest, Guillotine, and Max Rectangle, it has been observed that while these algorithms excel in achieving dense packing of materials, they do not effectively address the issue of gaps between the geometries.
Based on the learnings from manual exploration, it is evident that the presence of gaps within the lamination process is undesirable. These gaps can lead to weakened structures and compromise the integrity of the final product. Therefore, in the context of this research, the existing rectangular packing algorithms are not suitable.
As a result, alternative approaches need to be explored and developed specifically for the requirements of this research. These approaches should focus on optimizing the packing arrangement in a way that minimizes or eliminates gaps between the geometries during lamination.
Custom Packing Algorithm
The custom lamination algorithm is designed to optimize the use of wood offcuts by leveraging insights gained from manual experiment 02. The first step is to sort the available offcuts based on their width, creating a width-sorted database.
Next, the algorithm extracts the cross section of the geometry under consideration using cutting planes. This cross section represents a slice of the geometry, and its length and thickness are matched against the width-sorted database to find the offcut that closely matches these dimensions. The algorithm selects the offcut that best fits the cross section and places it at the edge of the geometry’s cross section.

The cutting plane then moves to the edge of the newly placed offcut, ready to extract the next cross section. The process continues iteratively, with the algorithm identifying the closest fitting offcut for each subsequent cross section until there are no more cross sections left to cut.
At the end of the lamination process, the properties of the offcuts are overlayed onto the nested pieces based on their unique IDs. This ensures that the properties, such as grain orientation, colour, and defect information, are accurately assigned to the respective pieces in the laminated stock.
By following this algorithm, the custom lamination process maximizes material utilization and creates a cohesive laminated stock with embedded material properties.
Experiment 03
The primary objective of the third experiment was to validate and evaluate the entire workflow, spanning from scanning to matching the material to the design. This experiment specifically emphasized two key properties of the material: grain orientation and defects.
The grain orientation of the wood offcuts played a crucial role in this experiment. To ensure structural strength, the offcuts were strategically rotated in each layer of the laminated plate, following the concept of Cross-Laminated Timber (CLT). By appropriately aligning the grain orientation of the offcuts, the resulting laminated plate achieved enhanced structural integrity and stability.
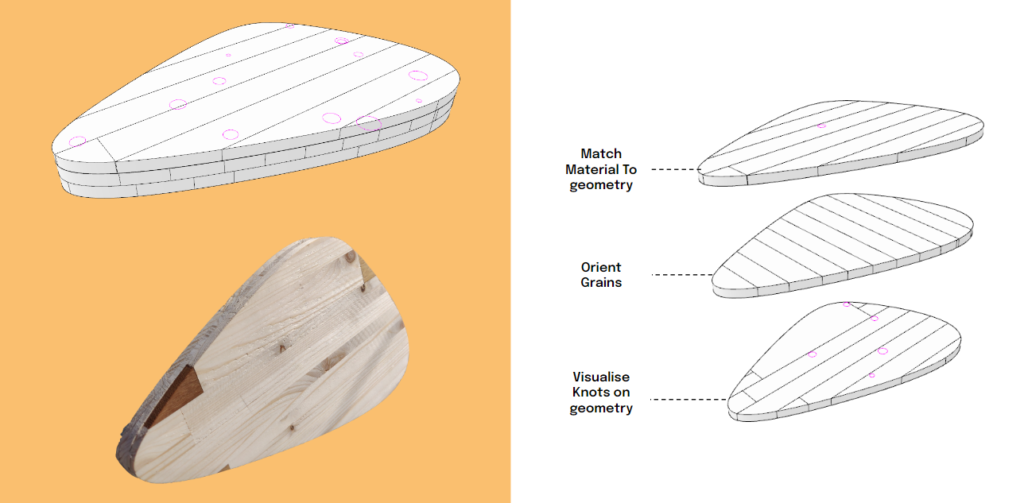
Additionally, defects present in the wood offcuts were a significant focus. These defects, such as knots, were accurately detected during the scanning process. In the subsequent stages of the workflow, the defects were overlaid on the nested objects within the laminated plate. This visualization and documentation of defect positions provided valuable insights and references for quality control purposes.
Key Findings
The key inference drawn from this experiment was the successful elimination of gaps in the lamination process. By carefully aligning and fitting the wood offcuts, the algorithm ensured that no gaps were present between the laminated layers. This outcome significantly improved the structural integrity and overall quality of the laminated plate.
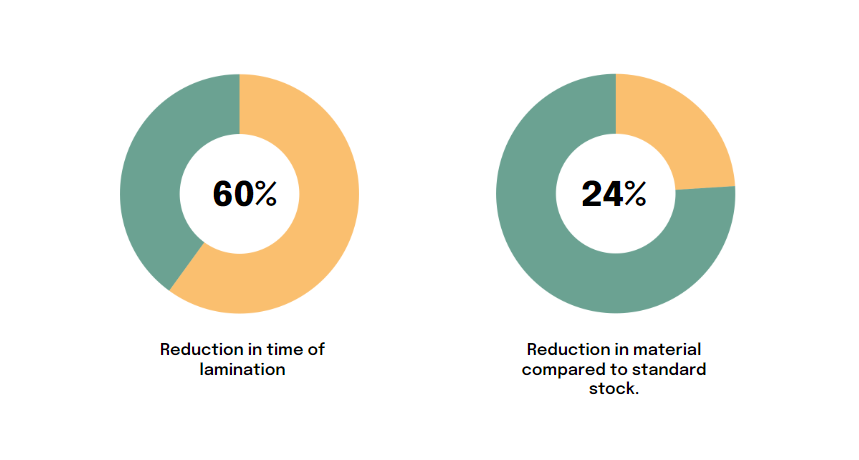
Furthermore, the availability of lamination data and the augmentation of this data on the lamination table using a projector played a significant role in reducing lamination time. The pre-existing data, obtained from previous scans and matching processes, provided valuable guidance during the actual lamination process. The augmented data, projected onto the lamination table, assisted in accurately positioning the offcuts and optimizing the lamination workflow.
Another notable advantage of the custom lamination approach was the reduction in material usage. By packing the offcuts to the net shape of the desired geometry, unnecessary material waste was minimized. This optimization resulted in efficient utilization of the available wood offcuts, reducing both costs and environmental impact.
Case Study
In this case study the complete workflow was applied to fabricate a coffee table with offcuts of mixed properties. The focus in this case study is on the colour of the material and grain orientation. Multiple iterations of packing was performed on the table top with different settings to generate different colour combination.
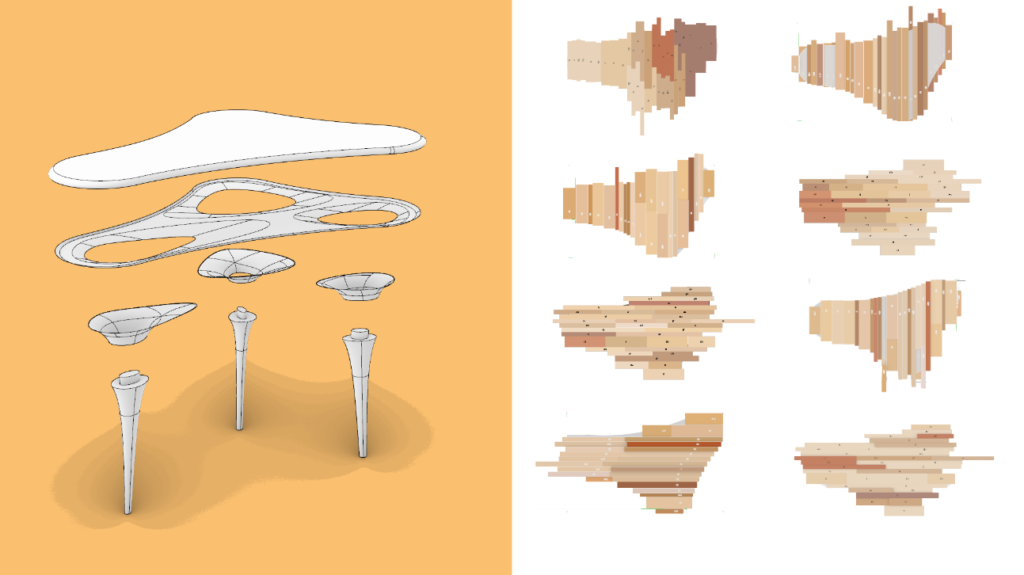
Within the digital catalogue of laminated plates, two visually appealing plates with a cross orientation were selected. These plates were then digitally overlayed, aligning each piece of wood precisely. This level of accuracy and control provided by the custom lamination process enabled designers to make informed design decisions.
With a clear understanding of the placement of each piece of wood in the laminated structure, designers had the freedom to explore creative design elements. In this particular case, the decision was made to introduce noise on the surface of the laminated plate. This noise was strategically added to reveal the different coloration of the wood hidden beneath the top layer. This design choice resulted in an intriguing pattern that added visual interest and depth to the surface of the laminated plate.
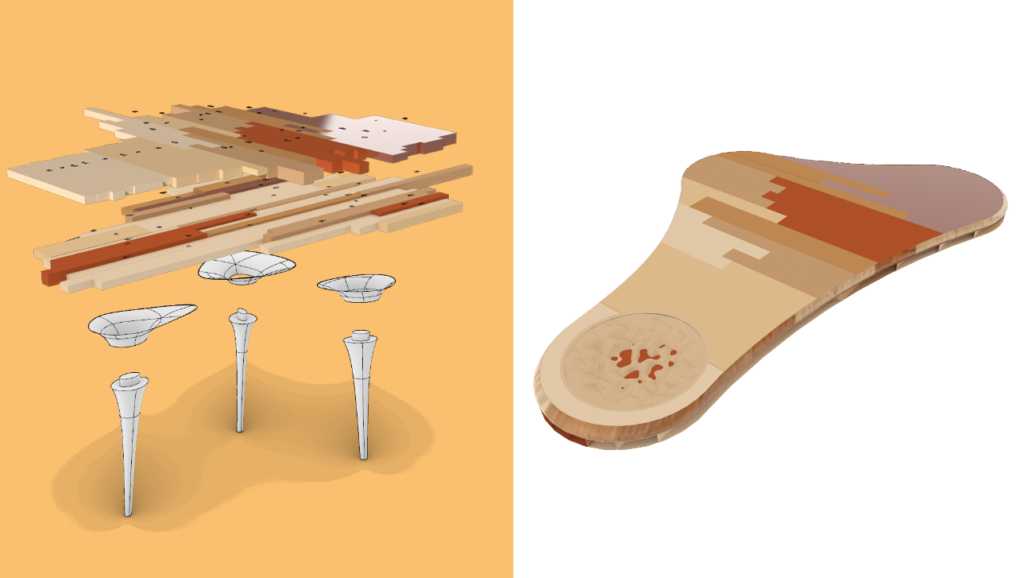
One specific design envisioned in this scenario was a fruit bowl placed at the end of a table. By adding noise to the laminated plate, the intention was to reveal the presence of red-colored wood from the bottom layer, creating an aesthetically pleasing effect reminiscent of the fruit bowl.
These types of design explorations are made possible by working with materials that possess mixed properties, such as the custom laminated plates created through the custom lamination workflow. The ability to precisely control the placement of wood pieces with different colours, grains, and defects opens up a realm of creative possibilities for designers, allowing them to incorporate unique patterns and visual elements into their designs.

Conclusions
The proposed workflow that has been developed throughout the research journey presents several compelling advantages. It has demonstrated that the workflow is faster, more affordable, and generates less waste compared to traditional approaches. Moreover, it is driven by data, ensuring precision and accuracy in the material selection and lamination process.
These value propositions are expected to have a significant impact on stakeholders within the forestry industry. The research offers an opportunity for stakeholders to revaluate their treatment of offcuts and adopt more efficient and sustainable practices. By leveraging the custom lamination workflow, designers and fabricators can tap into a new realm of creative possibilities, exploring unique patterns and material combinations that were previously untapped.

Additionally, the research encourages the local recycling of materials due to its low-tech approach. Wood workshops now have the potential to turn their waste materials into an alternate revenue source, contributing to a more circular economy. This not only minimizes environmental impact but also promotes the efficient use of resources.
Future outlook
The research holds great potential for the future. By leveraging tangible data of the material, custom algorithms can be created to push the envelope of fabrication and design, particularly with low-grade wood. These algorithms have the ability to unlock innovative techniques and approaches that were previously unexplored, paving the way for new possibilities and advancements in the field.

Another significant aspect is the accessibility of data to creative thinkers. By making the material data readily available, designers and creative minds can explore fresh use cases and develop bespoke design languages. This accessibility empowers them to combine unique patterns, textures, and properties, resulting in distinctive and captivating design outcomes.
Moreover, businesses stand to benefit from the research findings. With the use of custom algorithms and tangible material data, businesses can scale up their operations with less effort and greater control over the material. This enhanced control allows for optimized manufacturing processes, reduced waste, and improved resource utilization. Consequently, businesses can achieve scalability, cost-effectiveness, and better quality control, leading to overall growth and success.
